Kés
készítés
Késeink
acéljai
|
||||||||||||||||||||||||||||||||||||||||||
Hegyes Sándor
- hegyespenge@gmail.com
|
||||||||||||||||||||||||||||||||||||||||||
Számtalan
bizonytalan információval szembesül szinte mindenki, aki
elkezdi az ismerkedést a kések világával. Ezeknek a
bizonytalan információknak jelentős része az acélokra
vonatkozik. Nyilván a teljesség igényével ezeket a
bizonytalanságokat egy ekkora adatmennyiséggel rendelkező
tudomány esetén képtelenség lenne eloszlatni egyetlen cikk
terjedelmén belül. Még akkor is, ha a kések szempontjából
bennünket érintő rész csupán egy parányi szeletkéje ennek a
tudománynak. Ezért ennek az írásnak a célja sem több, mint
megadni az első lépéseket a további tanuláshoz.
|
||||||||||||||||||||||||||||||||||||||||||
| Csoportosítások | ||||||||||||||||||||||||||||||||||||||||||
| „Akkor ez most szénacél, vagy rozsdaálló?” Tette fel a kérdést egy kések terén egyébként nem kezdő ismerősöm korábban. (A Vanadis 4-ről volt szó.) Akkor pár szóval nehéz volt elmagyaráznom, hogy egyik sem. | ||||||||||||||||||||||||||||||||||||||||||
Az acélgyártásban az acélokat felhasználási területeik alapján csoportosítják. Ezen belül néhol rendeltetésük, ötvözöttségük mértéke és (vagy) más tulajdonságuk alapján kapják meg az elnevezésüket. Az (MSZ) A60 jelű acél pl. egy általános rendeltetésű ötvözetlen szerkezeti acél. De beszélhetünk betétben edzhető, nemesíthető, vagy automataacélokról is, és még hosszan folytathatnám a sort. Azok az acélok, amelyek bennünket érdekelnek, az acélgyártásnak csak egy nagyon szűk részét képezik. Késkészítésre alkalmasak lehetnek a különféle szerszámacélok (ötvözetlen, alacsonyan, közepesen, vagy erősen ötvözött), a gyorsacélok, műanyag formaacélok, különleges acélok (pl. korrózióálló krómacélok), és számos porkohászati eljárással készített korszerű alapanyag is, amelyek ma már a legfontosabb ipari területeken megtalálhatóak. |
||||||||||||||||||||||||||||||||||||||||||
„Szénacél” néven az ötvözetlen szerszámacélokat érthetjük, de amint a szénen kívül más ötvöző is megjelenik (kivéve a Si 0,4 %-ig, és a Mn 0,8 %-ig, mert ezek ebben a mértékben csak kísérőanyagok), akkor már valamilyen más besorolásba kerül. Ötvözetlen szerszámacél pl. az (MSZ) S7, S8, S9, (stb.), vagy az amerikai 1085, 1095 (stb.). |
||||||||||||||||||||||||||||||||||||||||||
Tovább bonyolítja a dolgot, hogy felhasználási besorolásuk (és ötvözöttségük) szerint a szerszámacélok lehetnek hidegmunkaacélok, melegmunkaacélok is, és egy adott anyag ahány szabványban előfordul, annyiféle jelölés létezik rá. |
||||||||||||||||||||||||||||||||||||||||||
| Elnevezések | ||||||||||||||||||||||||||||||||||||||||||
| Az acélok elnevezéseiről érdemes tudni, hogy egyes anyagoknak valóban csak egyféle nevük van. Ezek könnyen azonosíthatóak, mivel egyetlen gyár készíti őket. Ilyen pl. a svéd Uddeholmnál készített Sleipner, vagy az osztrák Böhlernél gyártott N690. Általánosságban azonban a késkészítésben népszerűbb acélok nagy része előfordulhat több gyártó kínálatában is. Ha még nem találkoztunk vele, elbizonytalaníthat bennünket egy olyan jelölés, mint az X155CrVMo12-1 (DIN), vagy az 1.2379 (W. Nr.), vagy a K8 (MSZ), vagy a K110 (Böhler), vagy a Sverker 21 (Uddeholm), vagy a OCR12VM (Ravne), pedig valamennyi jelzés az amerikai AISI szabvány D2 jelű acélját takarja lényegében. (Ennél sokkal több jelölése létezik, ezek csak az ismertebbek!) Azért írom, hogy lényegében, mert szinte valamennyi gyártó „D2”-es acélja tartalmaz legalább pár részletet, ami csak arra a gyártóra vonatkozik, és ha az összetétel meg is egyezik (ez is ritka), a gyártó készítési munkafolyamatai bizonyosan eltérőek némileg. Ennek többféle jelentősége is lehet. Különösen a készítők részére, amikor mondjuk a Sverker 21-ről áttérünk a Böhler K110-re, az elvileg ugyanolyan acél a hőkezelés során valószínűleg nem pontosan ugyanúgy viselkedik majd, mint ahogy megszoktuk! Persze gyakran a készítők így is, úgy is az AISI jelzést (D2) ütik bele a pengébe, ami bár közismertebb jel, mégis pontatlanabb. | ||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||
| A D2-nél még talán ez nem is olyan nagy gond, ha nem egy magasabb minőségű acélt (mint amilyen a „Spray Forming” eljárással készített Sverker SF, vagy a porkohászati úton előállított CPM D2) jelölünk így, mert az összetétele alapján ennek hittük. Sokkal markánsabb hiba pl. Magyarországon a „440B” jelölés alkalmazása. Nálunk a Böhler N685 EXTRA elnevezésű acélt szokás ezzel az AISI jellel minősíteni, pedig a Böhler anyag a magasabb molibdéntartalmon túl egy kevés vanádiumot is kapott, ami egyértelműen jobb éltartásúvá teszi. Ehhez még hozzájön a Böhler többirányú hengerlési eljárása, ISOEXTRA jel esetén pedig egy elektrosalakos átolvasztás is! Ez az acél az amerikai 440B-nél lényegesen jobb, ezért kár erőltetni a közismertebb jelöléseket. | ||||||||||||||||||||||||||||||||||||||||||
| Mi van a jel mögött? | ||||||||||||||||||||||||||||||||||||||||||
| Maradjunk a már említett D2-nél! Ha az MSZ (Magyar Szabvány) besorolását nézzük, akkor a K8 egy krómötvözésű szerszámacél. Ez alapján eléggé szegényes kép alakulhat ki bennünk arról, hogy mi van benne, mit várhatunk tőle. Ennél sokkal használhatóbb a német DIN szabvány X155CrVMo12-1 jele, amelyben utalást találunk a főbb ötvözőkre, méghozzá a sor azzal indul, amelyikből a legtöbb van benne, az előttük levő szám pedig a széntartalmat jelzi (1,55%). | ||||||||||||||||||||||||||||||||||||||||||
Mit jelent akkor az 1.2379? Ez sem egy logikátlan számsor, a 23-al kezdődő acélok CrMoV ötvözésűek, de a W.Nr. (Werkstoff-Nummer, egy közmegegyezésen alapuló ipari nyersanyag-jelölő számozás) szabvány többi jelölése is ilyen besorolást takar. 25-el a WCrV ötvözésű acélok kezdődnek, 35-el pl. a csapágyacélok és így tovább. A másik két szám a besoroláson belüli azonosító. A legelején az „1.” egyszerűen azt jelenti, hogy acél. A „2.” már a nikkelötvözetek előtt van. |
||||||||||||||||||||||||||||||||||||||||||
A Böhlernél a K110 jelzésből annyi derülhet ki az elején, hogy egy hidegmunkaacélról van szó („K”), tehát abban a listában keresendő. |
||||||||||||||||||||||||||||||||||||||||||
Valamennyi szabványnak megvan a maga logikája, de nem biztos, hogy ennél mélyebben érdemes belemerülni. A lényeg, hogy a jelzés segítségével ismereteket szerezhessünk az adott acél tulajdonságairól, hőkezelési előírásairól, összetételéről. |
||||||||||||||||||||||||||||||||||||||||||
| Az összetétel | ||||||||||||||||||||||||||||||||||||||||||
Nézzünk
meg néhány D2-es összetételt!
|
||||||||||||||||||||||||||||||||||||||||||
Az jól látható a táblázatból hogy az ötvözők arányai, és a mennyiségek nagyságrendileg megegyeznek. Ezen túlmenően persze a legtöbb helyen, ahol volt adat erről az acélról, helyből megadtak többféle jelölést is, és rengeteg átfedést találtam. Tehát ha úgy általában vagyunk kíváncsiak a D2-re, akkor az igazság az valahol itt van, de ha én tudom, hogy a Böhlertől fogom megvenni, akkor a K110-re megadott tulajdonságokra számíthatok, és az általuk megadott hőkezelési utasítás szerint kell eljárnom! |
||||||||||||||||||||||||||||||||||||||||||
| Van még két adat, amit néhol megadnak, néhol nem. Ez a kén-, és a foszfortartalom. Ez a két anyag a szerszámacélokban rendszerint szennyező, így természetes, hogy nem említik azötvözők között, de ha az összetételt adják meg, akkor illik jelölni ezeknek az anyagoknak a mennyiségét is. | ||||||||||||||||||||||||||||||||||||||||||
| Melyik ötvöző mit módosít? | ||||||||||||||||||||||||||||||||||||||||||
| A acélok alapvető meghatározása a széntartalmuk alapján történik, tehát acélnak nevezzük azt a vas-szén ötvözetet, amelynek széntartalma kb. 0,2 %-nál nagyobb (az edzhetőséghez legalább ennyire van szükség), de kb. 2 %-nál kisebb, mivel eddig a hozzávetőleges határig marad kellően képlékeny a megfelelően magas hőmérsékletű alakításhoz (kovácsolás, hengerlés). Ezek a határok nem élesek, de így tehetünk különbséget a lágyvasak (0,2 % C alatt), a nyers-, vagy öntöttvasak (2 % C felett), és az acélok között. Ezért is mondjuk úgy, hogy a csak szénnel ötvözött acél „ötvözetlen”. | ||||||||||||||||||||||||||||||||||||||||||
A széntartalom alapjaiban meghatározza egy acél tulajdonságait. Ötvözetlen acéloknál a megadott széntartalom annyinak tekinthető, amennyi, de ahogy egyre több karbidképző ötvöző kerül egy acélba, úgy egyre több szén használódik fel a karbidok képződéséhez, az alapmennyiségből. Azt érdemes tudni, hogy a 0,8 %-os széntartalom egy kellemes állapota az acéloknak, mivel itt egy un. „eutektoidos” pont van, ami egy sor pozitív tulajdonságot eredményez az acélban. A legtöbb népszerű pengeacél esetében ezzel a (leginkább 1 % körüli, a megkötött mennyiség miatt) széntartalommal találkozhatunk. Kevesebb szén esetén szívósabb és könnyebben alakítható, magasabb széntartalom esetén keményebbre hőkezelhető acélt kapunk. |
||||||||||||||||||||||||||||||||||||||||||
Az ötvözéssel leggyakrabban befolyásolni szándékozott tulajdonságok a következők: |
||||||||||||||||||||||||||||||||||||||||||
Kopásállóság. Javítható több szénnel, egészen 0,6 %-ig. Fölötte már csak karbidképző ötvözők használatával együtt! A karbidképző ötvözők keménységük szerint sorba rendezhetőek, így a legkevésbé kemény karbidjai a mangánnak vannak (alig keményebb a vaskarbidnál), ezt követi a króm, a molibdén, a vanádium, a wolfram és a titán. Újabban találkozni a nióbium ötvözésű acélokkal is (Nb), karbidjai kb. vanádiumkarbid keménységűek. A karbidképző fémek fontos vonzata a karbidok mérete is. A vanádium-karbid apró méretű, a nióbium-karbid még apróbb, ezért finomabb szövetet ad, mint pl. a nagyobb méretű mangán-, vas- vagy króm-karbid. |
||||||||||||||||||||||||||||||||||||||||||
Átedzhetőség. Legnagyobb mértékben a króm befolyásolja, mivel erősen csökkenti az u.n. kritikus lehűlési sebességet, ami a kemény kopásálló, de rideg martenzites szövetszerkezet létrehozásához szükséges. Ahogy egyre több ötvöző kerül egy alapanyagba, úgy a tulajdonságai is egyre markánsabban változnak meg. Általánosságban az erősebben ötvözött acélok kevésbé intenzív hűtést igényelnek az edzés során, ami azt a kellemes tulajdonságot is eredményezi, hogy az acél külső és belső rétegei között kisebb lesz a keménységkülönbség, az anyag jobban átedződik. A kobalt hatása eltér ettől, ugyanis ez az ötvöző növeli a kritikus lehűlési sebességet. |
||||||||||||||||||||||||||||||||||||||||||
Korrózióállóság. Szintén a króm az egyik legfontosabb ötvöző erre a célra. 13…14 %-os krómtartalom esetén a legtöbb acélt már „rozsdamentesnek” tekinthetjük, de ez valójában csak a durva rozsdásodástól való mentességet jelenti, foltkorróziót, vagy felületi elszíneződést még egészen magas (akár 20% körüli) krómtartalom esetén is tapasztalhatunk, különösen erősebb korrodáló hatású közegben (pl. tengervíz), vagy melegebb környezetben. Fokozza a felületi védettséget a nikkel (a saválló acélok legfontosabb ötvözője) és az alumínium is. A magasabb széntartalom rontja, az alacsonyabb javítja a korrózióállóságot, és martenzites acéloknál a hőkezelés is befolyásolja. |
||||||||||||||||||||||||||||||||||||||||||
Szívósság. Ez két eltérő fogalmat is takar. Egyik a kipattogzással szembeni ellenállás (duktilitás), és csak a másik része a töréssel szembeni ellenállás (szívósság). A duktilitás befolyásolja a repedés keletkezését, a szívósság pedig a már meglévő repedés terjedési tulajdonságait. Tehát minél később keletkezik a repedés és az minél lassabban terjed, annál szívósabban viselkedik az acél. |
||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||
| A szívósság elsősorban a széntartalom csökkentésével fokozható, de a szilícium használatával megnövelhető az acélok folyáshatára (és ezzel a rugalmassága), valamint szemcsefinomító hatása miatt szintén pozitívan befolyásolja a szívósságot a nikkel, a molibdén, a vanádium (0,25 %-ig,) és a titán is. Ezen kívül a szemcseszerkezet durvulását akadályozza a wolfram is, míg a mangánnal ötvözött acélok kifejezetten hajlamosak a túlhevítés miatti szemcsedurvulásra, ezzel a szívósság romlására. | ||||||||||||||||||||||||||||||||||||||||||
Melegszilárdság. Késeknél általában nincs nagy jelentősége, hacsak azért nem, mert mondjuk csak valami gyorsabb csiszológépen (köszörűn, flexen) tudjuk a késeink élezését megoldani, és előfordul, hogy az él „kissé” túlmelegszik. A wolfram, molibdén és a kobalt igen hasznos ötvöző ebből a szempontból. A wolfram és a molibdén rontja a hővezető képességet (a gyorsacélok alapvető ötvözői, és ez az oka a gyorsacélok komolyabb szakértelmet, és magasabb hőmérsékleteket igénylő hőkezelésének is), míg a kobalt úgy akadályozza a martenzit bomlását magasabb hőmérsékleten, hogy közben a hővezető képességet javítja, tehát a kobaltos szerszámok éle nehezebben melegszik, és nagyobb hőmérsékleten lágyul. |
||||||||||||||||||||||||||||||||||||||||||
A kísérő-ötvözőanyagok (Mn, Si) jelentősége még az acél olvadék állapotában keresendő. Mindkettő dezoxidáló, a magán ezen túl kéntelenítő hatású is. |
||||||||||||||||||||||||||||||||||||||||||
| Hőkezelések | ||||||||||||||||||||||||||||||||||||||||||
| A megfelelő alapanyag önmagában csak az egyik feltétele a jó minőségű késnek. Legalább ennyire fontos a gondos hőkezelés, és az él kialakítása. E hármas együttesen nélkülözhetetlen az él kifogástalan munkaképességéhez. Az él geometriája nem ennek a cikknek a témája, de a hőkezelések jellegzetességeit érdemes megvizsgálni közelebbről. | ||||||||||||||||||||||||||||||||||||||||||
A komolyabb gyártók hőkezelési leírásai szinte mindig a lágyítással kezdődnek. Ez nagyon fontos is, hiszen az acél gazdaságos megmunkálhatóságának a kulcsa ez a lehetőség. Nem véletlen, hogy a szerszámacélokat, gyorsacélokat (stb.) szinte mindig lágyított állapotban értékesítik. Az előkészített munkadarabhoz így is igen sokféle edzési módot választhatunk, a tervezett felhasználás, és a munkadarab adottságai (mérete, bonyolultsága) alapján. |
||||||||||||||||||||||||||||||||||||||||||
A K110 lágyítása pl. a következő: „800-850 Celsiuson, majd szabályozott lassú kemencehűtés 10-20 Celsius/óra sebességgel kb. 600 Celsiusig, további hűtés levegőn.” Ettől némileg eltérhet a többi gyártó előírása, bár jó eséllyel a Sverker 21 is ki fog lágyulni, ha ezzel az eljárással próbálkozunk. |
||||||||||||||||||||||||||||||||||||||||||
| Feszültségmentesítés | ||||||||||||||||||||||||||||||||||||||||||
| Forgácsolás, vagy más
nem magas hőmérsékleten végzett nagyoló megmunkálás után alkalmazzák. Feszültségmentesítéskor a deformációk lejátszódnak, így az ezt követő készremunkálás után az edzés már várhatóan kisebb deformációval fog járni. |
||||||||||||||||||||||||||||||||||||||||||
A Sverker 21 feszültségmentesítése a következőképpen történik: 650 Celsiuson 2 óra hőntartás, majd hűtés lassan 500 Celsiusig, onnan szabad levegőn szobahőmérsékletig. |
||||||||||||||||||||||||||||||||||||||||||
| Edzés | ||||||||||||||||||||||||||||||||||||||||||
| Az edzés és a megeresztés együttesen adja meg az acél felhasználási keménységét és egyéb mechanikai tulajdonságait. A folyamat valamennyi lépését alapvetően meghatározza a hőkezelni kívánt alapanyag, annak mérete, alakja, és a tervezett felhasználása. | ||||||||||||||||||||||||||||||||||||||||||
Maga az edzés több lépésre bontható. Mindegyik lépésnek megvannak a maga sajátosságai. |
||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||
| 1. lépés | ||||||||||||||||||||||||||||||||||||||||||
| ausztenitesítés, azaz a hőkezelni kívánt acél felmelegítése annyira, hogy a szövetszerkezete átalakuljon ausztenitessé. A már fentebb említett eutektikus pont (0,8 % körüli széntartalomnál) ennél a műveletnél válik lényegessé, mivel az átkristályosodás itt igen gyorsan lejátszódik. A D2 magasabb széntartalma miatt az átkristályosodása hosszabb, elnyújtottabb folyamat, magasabb hőmérsékleten fejeződik be. Enélkül az átalakulás nélkül az edzés nem fog keménységnövekedést okozni, mivel a szövetszerkezet nem lesz képes martenzitessé válni. (Az ausztenit, martenzit, bainit, perlit, stb. mind a vas-szén ötvözetek egy-egy állapotának, szövetszerkezetének az elnevezései. Ezek mind eltérő tulajdonságú szövetelemek, a metallográfia alapfogalmai.) | ||||||||||||||||||||||||||||||||||||||||||
Ez a hevítés egyszerűbb acélok esetén is legalább két lépésben történik. Lehetőleg nagyon lassan célszerű melegíteni a revésedési határig, majd onnan hirtelen fel a kívánt ausztenitesítési hőmérsékletre. A D2 már két előmelegítési lépcsőt kíván, de gyorsacéloknál gyakori a három lépcsős melegítés is! |
||||||||||||||||||||||||||||||||||||||||||
Késpengék esetén (is) komoly veszélyforrás a túlhevítés, ami nagyon káros hatású lehet az acélra, a szemcseszerkezet eldurvulása miatt. Ezért érdemes az adott acélnál megadott tartományból a legalacsonyabb hőmérsékletre törekedni. Ez a tartomány a D2-nél 1030-1070 Celsius, tehát 1030-nál nem célszerű magasabb hőmérsékleten ausztenitesíteni. Mire a vastagabb részek elérik ezt a hőmérsékletet, a vágóél környéke még akár túl is melegedhet! A hőntartási időket is általában vastagabb próbadarabok alapján adják meg, de egy vékony pengének értelemszerűen nem kell ennyi idő! |
||||||||||||||||||||||||||||||||||||||||||
| 2. lépés | ||||||||||||||||||||||||||||||||||||||||||
| lehűtés. Ismét az acél dönti el, hogy miben szeretne hűlni. Egy alacsonyan ötvözött szerszámacél estében még a vízhűtéssel is lehet találkozni a hőkezelési utasításokban, de pl. a D2 egy légedzésű acél (fúvatott levegővel, vagy gázzal hűthető), ami akár nyugvó levegőn is beedződik (önedző). Ettől függetlenül hűthető olajban, sófürdőben is, amely hűtőközegek segítségével az acél hűthető lépcsőzetesen is. (Ez az eljárás is csökkenti az edzési feszültségeket és a repedésveszélyt.) | ||||||||||||||||||||||||||||||||||||||||||
Általánosságban szinte minden acél hűthető többféle eljárással (eltérő sebességgel), de a bonyolultabb formáknál mindig célszerű a kíméletesebb hűtési módokat választani. |
||||||||||||||||||||||||||||||||||||||||||
Mivel az edzés során rendszerint nem tökéletes az átalakulás, így szinte mindig találhatunk az acélban maradék ausztenitet. Ez csökkenti a keménységet, és idővel vetemedést okozhat. Ennek megszüntetése érdekében többféle eljárás is létezik. Egyik lehetőség a mélyhűtés. A mélyhűtésnél közvetlenül az edzés után (a megeresztés előtt) a szerszámot tovább kell hűteni (a Sverker 21-nél kb. -70…-80 Celsiusra), majd (3-4 órán át) hőntartani. A megeresztés ezután következik. |
||||||||||||||||||||||||||||||||||||||||||
Ha a késeinken a „cryo”, „ice hardened”, „sub zero quench”, „tiefkühlen”, vagy valami hasonló jelzés olvasható, az erre az eljárásra utal. Kétségtelenül plusz keménységet nyerhetünk az eljárással, de az acélt erősen igénybe veszi, komoly repedésveszéllyel jár. |
||||||||||||||||||||||||||||||||||||||||||
| 3. lépés: | ||||||||||||||||||||||||||||||||||||||||||
| megeresztés. Az érthetőség kedvéért egy D2-nél egyszerűbb alapanyag, például az Uddeholm Arne elnevezésű acélja (AISI O1) ezzel a megeresztési görbével jellemezhető: | ||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||
| Jól látható rajta, hogy a választott ausztenitesítési hőmérséklet hogyan módosítja az induló keménységet, és a különféle megeresztési hőmérsékletek milyen várható eredményt fognak adni. Jól érzékelhető, hogy a megeresztési hőmérséklet növelésével arányosan csökken a keménység, és ebből következően javul a szívósság. | ||||||||||||||||||||||||||||||||||||||||||
A következő ábra a Sverker 21 megeresztési diagramja. |
||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||
| Ez valamivel bonyolultabb. | ||||||||||||||||||||||||||||||||||||||||||
Egy alacsony hőmérsékletű megeresztés (200…300 Celsius) alkalmazása esetén, ha az ausztenitesítés 1020 Celsiuson történt, 60…62 HRC* körüli keménység lesz mérhető, az előírt szükséges, legalább kétszeri megeresztés után (hőntartás minimum 2 óra). Az is jól látható, hogy 16% körüli maradék ausztenitre számíthatunk, amennyiben nem alkalmaztunk mélyhűtést. |
||||||||||||||||||||||||||||||||||||||||||
*(A "HRC" a "Rockwell" keménységmérés mértékegysége. Gyémánt kúp adott erővel való benyomása után, a benyomódás mélysége alapján történik a mérés. Viszonyításként a gyémánt keménysége 100 HRC.) |
||||||||||||||||||||||||||||||||||||||||||
Milyen késünk lehet egy ilyen megeresztés után? A maradék ausztenit jelenléte távolról sem egyértelműen káros. Az ausztenit sokkal szívósabb szövetelem a martenzitnél, a jelenléte még akkor is javíthatja a szívósságot, ha a két eltérő szövetelem jelenléte miatt van némi plusz belső feszültség az anyagban. A jelentős mértékű karbidképződés, és a magas keménység miatt jó éltartásra is lehet számítani. Az egyetlen gond a maradék ausztenit jelenlétével, hogy idővel ez is martenzitté alakul, és majd akkor fog deformációt és plusz ridegedést okozni. |
||||||||||||||||||||||||||||||||||||||||||
A grafikonról nem teljesen egyértelmű, de látványosan eltérő lesz a „D2” minősége egy magas hőmérsékletű megeresztés (500…550 Celsius) után. Jól látszik, hogy a maradék ausztenit felszívódik. Ez némileg csökkenti a belső feszültségeket, miközben a teljesebb martenzites szerkezet miatt plusz keménységet nyerünk (pontosabban nem veszítünk annyit, mint egy egyszerűbb összetételű acél esetén, ilyen magas megeresztési hőmérséklettel), és mivel a magas hőmérsékletű megeresztés során további karbidok is kialakulnak (másodlagos karbidképződés), az acél kopásállósága határozottan megnő! Tehát az így elérhető 55…59 HRC keménység mélyhűtés nélkül is kihozza az acélból a maximumot, és az alacsonyabb keménység ellenére a penge mégis éltartóbb lesz! Mivel a D2 az élkipattanásokkal szemben nem igazán ellenálló, ezért a köztudatba berögzült ideálisnak hitt keménységektől érdemes kissé elszakadni, és a feleslegesen erőltetett 60 HRC körüli értékek helyett megelégedni a kellően szívós 55…57 HRC-vel. Így a D2 egy kifejezetten használható és megbízható pengeanyag lehet. |
||||||||||||||||||||||||||||||||||||||||||
| Összegezve | ||||||||||||||||||||||||||||||||||||||||||
Az acélok iránt érdeklődők számára az itt leírtak épp csak a felszínt súrolgatják. Gyakorlatilag bármelyik részletével elkezdünk részletesebben ismerkedni, rá fogunk jönni, hogy csak a hegy tetején ücsörgünk, és alattunk van még az egész szédítő mélység. |
||||||||||||||||||||||||||||||||||||||||||
A D2 pedig, mióta Jimmy Lile először kezdett késeket készíteni belőle, egy egész lavinát indított el. Számos kiváló készítő, gyártó veszi elő a mai napig is, és alkalmazza eredményesen. Kétségtelenül nem a korszerű acélgyártás csúcsa, de egy kipróbált, jól bejáratott alapanyag. Egy igásló az acélok világában. |
||||||||||||||||||||||||||||||||||||||||||
| De csak egy a sok közül. (Folyt. Köv.) | ||||||||||||||||||||||||||||||||||||||||||
| Köszönetemet szeretném
kifejezni mindazoknak, akik a cikk ellenőrzésében, a bizonytalan részletek tisztázásában részt vettek, segítettek, valamint külön köszönet Licskó László úrnak a szakmai lektorálásért! |
Élszalagos
kések kézi élezése I.
|
Hegyes Sándor
- hegyespenge@gmail.com
|
Felszerelésünk
fontos részét képezik a különféle szerszámok,
munkaeszközök. Ezek közül sok az éllel rendelkező szerszám,
amelyek munkavégző képességét döntően meghatározza élük
aktuális állapota.
Ezért már a szerszám kiválasztásánál célszerű figyelembe venni, hogy kint terepen is képesek leszünk-e annak rendbehozatalára, élezésére, és ezzel munkavégző képességének folyamatos fenntartására. Az éles eszköz szükségszerűen veszélyes, de az életlenség ezen túlmenően balesetveszélyes is! Ennek oka, hogy a kopott él megnehezíti, akadályozza a szakszerű, pontos használatot, és feleslegesen megnövelt erőkifejtést igényel. Hasonlóan fokozza a balesetveszélyt az adott feladathoz rosszul megválasztott eszköz, vagy éltípus is. Többek között ez is az oka annak, amiért egy élezett eszközt használó ember egyik legalapvetőbb ismeretei közé kellene tartoznia az élezésnek. Az él jellemzőit meghatározó tényezők: - Az él típusa - A vágóél szöge - Az él felülete - A penge alapanyaga a) az acél típusa (összetétel, minőség b) az acél hőkezelése Éltípusok Most csupán a főbb típusok meghatározása a célom. Ez nem zárja ki az egyéb speciálisabb élezési módok (különféle fogazatok, kampóél, vésőél, stb.) és az éltípusok közötti átmenetek lehetőségét, mégis igyekszem meghúzni azokat a határvonalakat, amelyek segíthetnek eldönteni, hogy a leggyakoribb élezni valók esetében mivel van dolgunk. Bizonytalan esetekben megítélésem szerint érdemes az élezést végző szándékából kiindulni. Például ha egy élszalagos élezés felülete kissé domború lett, de az élezés célja egyenes felületű élszalag kialakítása volt, amit sík csiszolófelületen próbáltak létrehozni, akkor azt az élt még nyugodtan tekinthetjük élszalagosnak. Vagy egy látszólag skandináv élen valaki szándékosan próbált íveltebb felületet kialakítani, akkor azt inkább tekintsük domború, mint skandináv élnek attól függetlenül, hogy valószínűleg mindkét éltípus tulajdonságai jellemezhetik majd felhasználás közben. Az élezési módok között három alapvető típust különböztetünk meg. A megkülönböztetés legfontosabb szempontja az a mód, ahogy az élezés, illetve a kés elkészítése során a penge legvékonyabb része (él) és legvastagabb része (pengehát) közötti átmenetet megoldják, vagy megoldjuk. -Egy erős, tartós vágóélből a leginkább akadálymentesített átmenetet a domború élezés biztosítja. Itt nincs határozott határvonal az él és a bevezető él között. A bevezető él és az oldalfelület találkozási vonala már kevésbé befolyásolja ennek az éltípusnak a tulajdonságait, a típus meghatározásába belefér.  Jó példa erre az éltípusra pl. a Fallkniveln S1 :  -Ha az élezett terület szándékunk szerint egyenes felületű, akkor két további éltípusról beszélhetünk. Az egyik az, ha az egyenes élezési felület az éltől mindenféle egyéb beavatkozás nélkül éri el a penge legnagyobb vastagságú részét (oldalfelület, vagy pengehát). Ezt nevezhetjük skandináv típusú élnek. Rendszerint kis (30 fok alatti) élszög, sérülékeny, de nagyon finom vágóél jellemzi.  Jó példa erre az éltípusra pl. a Mora 2000 :  A másik, amikor az élezett felület és a penge legvastagabb része között egy átmeneti szakasz, az ún. bevezető él (késkészítők gyakran öszörülésálható. Ez a öszörülésívelt felületű (homorú vagy domború) egyaránt. Ezt az élezési módot nevezzük élszalagosnak , a cikk jelenleg csak ennek a típusnak a kézi élezésével foglalkozik.  A Gerber Chameleon oldalfelülettel, és homorú bevezetőéllel rendelkezik.  A penge valódi vágóéle nem minden esetben egyezik meg a nagyolt élszöggel, vagy kis mértékben eltérhet a késen található éltípustól is. Ennek az oka lehet szándékos (könnyebb sorjamentesítés), vagy véletlen (egyszerű gyakorlatlanság). Ezt a jelenséget nevezhetjük másodlagos élszalagnak . A vágóél mindig az lesz, amelynek szöge az élből kiindulva a legnagyobb. Ez a vágó élszög az élezési tevékenységünk tulajdonképpeni végcélja. Ideális esetben élszalagos élezésnél ez az élszög késeknél nem nagyobb 40ál , és nem kevesebb 30 foknál . Ásóknál 50árdoknál 40értékek az eszközök alapanyagától, és a tervezett felhasználástól is erősen függenek. 
A
kézi élezés eszközei
A kézi élezőeszközöket elsősorban durva (nagyoló), és finom (sorjacsökkentő, sorjamentesítő) csoportokra bonthatjuk, illetve külön csoportosíthatjuk a különféle készleteket és szükségeszközöket, amely csoportok magukban foglalják mindkét előző csoportot (durva, finom) is. 1/ Durva, nagyoló eszközök -Fenőkövek: ezek általában viszonylag olcsó, megfelelő minőség esetén (ha egy élezés még nem eredményez rajta látható kopást) jól használható, megbízható holmik. Egyik kedvencem a közönséges kaszakő, amely jól fogható, nem túl nagy, nem túl nehéz, olcsó és megfelelő érdességű a hatékony munkához. Léteznek kombinált, két eltérő érdességű felülettel gyártott fenőkövek is. A durva köveket mindig vízzel célszerű használni, kombinált kő esetén a finomabb oldalt is. Sajnos mostanában egyre gyengébb minőségű fenőkövek árasztják el a boltokat, így fontos, hogy megfelelő gyártótól vásároljunk. Nálunk talán a beszerezhető legjobb a TYROLIT, egyenletesen magas minőségűek a termékeik, és változatos méretekben, valamint többféle érdességben készítik azokat. Nagyon pozitív személyes tapasztalataim vannak velük kapcsolatban. Tőlük egy kaszakő is kimagaslóan jól fog teljesíteni, de a Rákóczi kövekről is nagyon jó véleményeket hallottam, és ezek is léteznek durva és finom felületekkel egyaránt.-Gyémántporos élezők: áruk jóval magasabb a szokványos fenőkövekénél, de előnyeik vitathatatlanok. Könnyebbek, jól tisztíthatóak, tartósak, és az élezni való szerszám keménységétől függetlenül használhatjuk őket. A gyémántporos élezők többféle méretben és többféle felületi érdességgel is kaphatóak, mégis ritka, hogy valaki teljes készletet vegyen belőle. Ezt részint a magas ár is indokolja, de igazából felesleges is. Nagyoláshoz egy könnyen élezhető acél esetén én a legdurvábbat, simításhoz pedig a legfinomabbat venném, de magasabb kopásállóságú acélokhoz (rozsdamentes pengék 0,6 %-os széntartalom felett, erősebben ötvözött szerszámacélok, gyorsacélok, porkohászíti anyagok) egy (-két) fokozattal finomabb nagyoló élezőt érdemes venni, az élező hosszabb élettartama érdekében. Amit jobban átgondolnék vásárláskor, az a méret. A kis kulcstartó méretű izékkel ugyanis egy örökkévalóság kinagyolni akár csak egy közepes méretű vadászkést is. Az asztali változattal pedig igaz, hogy szinte élvezet a munka, mégis, kissé nagy zseb kellene hozzá a kés tokján. A legtöbb ilyen élező is szereti, ha munka közben vizet kap. Nagyon fontos információ mindenfajta gyémántporos élezőhöz, hogy kerülni kell a hagyományos köveknél megszokott nyomóerőt munka közben, mivel ezzel a szemcsék könnyen kifordulnak az élező felületéből. Tehát csak lágyan, finoman! - Gyémántporos tűreszelők: sajnos ezek minősége elég sokféle, de talán érdemes kipróbálni néhány fajtát, mivel ezek talán a létező legkisebb hordozható élezők. Önmagukban ugyan nagyon rossz fogásuk van, de egyszerűen készíthetünk hozzájuk szükségnyelet. Az ezzel való élezésnél gyakori, hogy nem a kést mozgatjuk a tűreszelőn, hanem lerögzítjük az élezni valónkat, és szó szerint ükőségi probléma egyébként itt sem a műgyémánt szemcsékkel szokott lenni, hanem a szemcsék alaplaphoz való rögzítésének a minőségével. - Hagyományos reszelők: alkalmasak ásók, gyengébb minőségű baltafélék, szükségeszközök élezésére. - Megfeszített csiszolóvászon, vagy csiszolópapír: talán a legolcsóbb megoldás, és szintén rendkívül kis helyen elférhet, de az alkalmazás minőségét döntően befolyásolja a megfelelő alátámasztás, a tökéletes feszítés, és a csiszolóanyag minősége. Nagyoláshoz P-100-as, vagy P 120-as, sorjacsökkentéshez P300-tól fölfele ajánlanám. Ha nagyon finomat szeretnénk használni, nem túlzás a P2000épp legyen egy átmeneti fokozat a durva és a nagyon finom között. A lerögzítésnek nagyon frappáns módja a ragasztás, pl. gumira, fára. Domború élezések talán egyetlen igazán bevált eszköze, a megfelelő alátámasztás megválasztása után. 2/ Közepes érdességű, sorjacsökkentő eszközök -Finom fenőkövek, finom kerámia rudak (pl. Spyderco készletek szürke rudai), rubinporos rudak, gyémántporos élezők finom darabjai, stb. -Fenőacélok (a lapított, vagy lencse keresztmetszetűek éle harapósabb, a lapjuk finomabb élezésre való) -Görgős, korongos, keményfém-lapkás élezők (ezek nagyoló élezésre alkalmatlanok, de kellő óvatossággal használva tűrhető sorjalehúzók) -Teljes sorjamentesítésre legjobb a laza bőrszíj (pl. varrás nélküli bőrövek belső oldala), durvább szövetanyagok, mint pl. a farmer, de kiválóak a különféle üvegsimaságú lapok, rudak is (pl. Spyderco fehér rudak). A bőrhöz és a szövetanyagokhoz alkalmazhatunk különféle polírpasztákat, amelyek általában segítik a munkát. Nem szívesen ajánlok mást, mert az élezésnek ebben a befejező szakaszában kézi eszközökkel már könnyebb elrontani, mint tovább javítani az eddigi munkánkon. 3/ Készletek -Lansky, vagy Gatco féle pengebefogó állvánnyal, és pálcás élezőelemekkel ellátott készletek: ezekkel egy befogással végigélezhető a kés mindkét oldala úgy, hogy az állvány résekkel ellátott nyúlványai megvezetik az élezőelemek pálcáit, így az egész pengén nagyon pontos szögtartással élezhetünk. Az élezőelemek készletenként általában 3-5 fokozatot tesznek lehetővé, de léteznek fogazott késekhez való, és gyémántporos elemek is. Az elgondolás véleményem szerint nem rossz egy vadásznak, vagy az utca emberének a svájci bicskájához, de azért vannak hátrányai is. Kb.20cm pengehossz felett használhatatlan, mivel a pálcák kiesnek a résekből, élszalagos élezésen túl másra nem alkalmas, és mivel gyakorlatilag képtelenség kétszer ugyanúgy befogni bele a legtöbb kést, így minden élezést a nagyolástól kezdve (élszög újra beállítása) a teljes sorozaton végig kell vinni. -Spyderco készlet: mióta gyémántporos rudakat is lehet kapni hozzá, teljes körű élezőkészletté vált. Drága, és egyre ritkábban használom hozzá a ú befogást lehetővé tevő műanyag alapot, ettől függetlenül talán a legjobb készlet, amit ajánlani tudok. 4/ Szükségeszközök A természetben található egyes kövek felületének kitartó csiszolásával kaphatunk olyan kellően sík felületet, amely alkalmas lehet nagyoló élezésre, de ennél jobbak a mesterséges eszközök, pl. gépi köszörűkorongok törött, sérült darabjai, amelyeket már levettek a gépről. Kalapács, üllő, vagy két megfelelő méretű kavics segítségével az enyhén ötvözött, nem rozsdamentes, nem magas keménységű pengék éle hidegen álhatóégi módszert főként kaszák újraélezésére használták korábban. Komoly előnye, hogy az élezett eszköz nem fogy, és a kikalapált él kissé felkeményedik. Az Opinel bicskák, Tramontina macheték, sok régi, nem rozsdamentes konyhakés, pl. jól kalapálható, de én a konzervdoboz fedeléből készített szükségkés élét is inkább kalapálással alakítanám ki. Sorjamentesítésre használható szükségeszköz lehet számos kellően kemény, sima felületű tárgy, pl.: mosdók, vécékagylók, porcelántányérok és bögrék felületei, másik kés, olló, fűrész sima háta, sima nagy kavics, néhány kéziszerszám (egyes csavarhúzók, hántolók, fúrók szára, stb.), puskacső, különféle forgácsolószerszámok kései (gyorsacél esztergakések, gyalupengék, stb.). |
Élszalagos
kések kézi élezése II.
|
Hegyes Sándor
- hegyespenge@gmail.com
|
AZ
ÉLSZALAGOS ÉLEZÉS MUVELETE
Ásók, macheték, vagy más nagy méretű szerszámok élezésénél célszerűbb az élezni valót lerögzíteni, és az élezőeszközzel végezni a csiszoláshoz szükséges mozgásokat, de általában az a jellemző, hogy az ügyetlenebb kezünkben a követ, másikban a kést tartjuk.   A munkát mindenfajta fémszerszám élezésénél két fő szakaszra bontjuk: 1/ Az élszög beállítása (nagyolás) 2/ Sorjamentesítés, lehetőleg a beállított élszög megtartásával 1/ Az élszög beállítása Ez a munka leghosszabb időt igénylő része, ezért célszerű mindent elkövetni azért, hogy ne csak szépen, pontosan, de hatékonyan is dolgozzunk. Mivel a kezdeti próbálkozások időszakában még nagyon bizonytalan szokott lenni a kés tartása, ezért érdemes eleinte olcsóbb, igénytelenebb késeken gyakorolni. Előkészületek: -A megvilágítás akár mesterséges, akár természetes, mindenképp nagyon fontos, ugyanis még megfelelő fényviszonyok mellett is, az élezni valóknak nagyon kis területét (az él körüli részeket) fogjuk csak figyelni, azt viszont nagyon tisztán kell látnunk. -Készítsünk oda vizet, és (vagy) olajat, amivel az élezőeszközeinket fogjuk majd nedvesen tartani. A nagyoló élezők nagy részét amúgy is vízzel szokás használni, de természetben gyakran járók részére én simító élezőnek is vizeset ajánlanék, ne kelljen külön olajat is cipelni a sok cucc mellé (Az olajos élezőknél az olaj minősége általában nem olyan kritikus dolog. Legtöbbször az egyszerű műszerolaj is jó, de ha ilyen nincs, az sem baj. Akár az étolaj, vagy babaolaj is megteszi, ha más nincs kéznél.). A gyémántporos élezőket nem kell, de a durva vizes fenőköveket mindenképp áztassuk be, már a munka előtt fél-egy órával. (Utána pedig, majd szárítsuk ki.) Nem tagadom, hogy néha egyszerű időhiány miatt nem állok neki mindig beáztatni a köveimet, de tény, hogy ez nem használ a kőnek. Gyorsabban kopik, és nehezebb tisztítani. Viszont durvábban dolgozik, ami kissé gyorsítja a megmunkálást is. Mégsem ajánlom senkinek, különösen, ha értékesebb köveket vásárolt. A kő munka közben is mindig legyen nedves. Ez a víz (olaj) nem engedi, hogy a kőről és a pengéről leváló kis részecskék eltömítsék a kő kis pórusait, egyenetlenségeit, amelyek nagyban segítik a csiszolómunkát. Ezen túl a nedvesen végzett élezés után, a penge csiszolt felülete is szebb lesz. Nem túlzás néha munka közben is lemosni a követ, így tisztábban dolgozhatunk. Én a követ tartó kezem alá a térdemre, mindig teszek egy ócska rongyot, vagy papírtörlőt, ami felszívja a lecsöpögő piszkos vizet. Ebbe menet közben a pengét is bele tudom törölni, így látom, hol tartok. Ezek után érdemes átgondolni, hogy a késünket milyen élszögűre akarjuk élezni. Persze menet közben nincs semmi olyan eszköz az érzékszerveinken kívül, amely segítene foknyi pontossággal beállítani ezt az élszöget, de viszonyítani azért tudunk. Nekem az iskolákban is használt derékszögű háromszög-vonalzók lebegnek ilyenkor a szemem előtt. Az egyik 30; 60; és 90 fokos, a másik 45; 45; és 90 fokos. Ha az így elképzelt 30 és 45 fok közé esik valahová az élszög, amit a hegyével magunk felé fordított késen látunk, és a kés még éles is lett, akkor jó munkát végeztünk. Persze ha az él nem középen fut, vagy az élszalagok a két oldalon nem egyformák, az felfogható hibának is, de a tényleges munkavégző képességet ezek a hibák nem szokták befolyásolni. Ha valakit visszariasztana az a félelem, hogy még ezt a viszonylag tág (élszög) tűréshatárt sem lesz képes betartani, azoknak talán segítség lehet egy régi trükk. Ne törődjön a szögekkel! Tartsa, és mozgassa majd a kést úgy, mintha vékony forgácsokat szeretne lefaragni a kőből. Ezt az érzést viszonylag könnyű megszokni, és ha valaki képes ezt folyamatosan tartani, az többnyire egész jól el szokta találni a kívánt élszöget is. Mint azt már említettem, a nagyolás sohasem megy csak úgy sitty-sutty. Persze vannak tényezők, amelyek megkönnyíthetik a munkát. Ilyenek, pl. ha az él még nem nagyon elhasznált (ebben az esetben elképzelhető, hogy nagyoló élezésre nincs is szükség), ha nem kell a jelenleginél kisebb élszöget beállítani (tehát nem kell túl sok anyagot eltávolítani az élről), ha a pengénk rövid, és ha esetleg csak egy oldalon kell élezni (ilyen is előfordulhat), ha az élezni való alapanyag inkább szívós, rugalmas (de nem túl hajlékony), nem túl kemény, nem rozsdamentes, és különösen nem porkohászati acél, és főként, ha rendelkezünk a szükséges eszközökkel, és elegendő idővel a tevékenységünkhöz. Lássunk hát neki! Mint azt már tudjuk, itt nagyolni fogunk, tehát minél rövidebb idő alatt igyekszünk minél több felesleges anyagot eltávolítani a pengéről. Ehhez nem elég hatékony, ha csak ráhúzva, minden húzás után oldalt (irányt) váltva dolgozunk. Lassú. Ha elkezdünk egy oldalt, azt legalább 10-szer, 20-szor húzzuk végig a kövön, oda-vissza rányomva. Ez több okból is jó. 1/ a munkánknak lesz egy ritmusa, folytonossága, ami miatt van esély rá, hogy a folyamatos oda-vissza húzás kb. egy felületen (az élszalagon) fog történni. 2/ a követ tartó kéz is felveszi ezt a ritmust, így ahogy az egyenes élszakasz után ívelt rész jön (mondjuk a példa kedvéért), a kővel utána tudunk billenteni, követve az ív vonalát, könnyítve a kést tartó kéz munkáját. 3/ és a lényeg, hogy ezzel felgyorsítjuk az élen a sorjaképződést! Az élsorja megjelenése ugyanis a közhiedelemmel ellentétben nem baj. Sőt, az élezésnek ebben a szakaszában kifejezetten célszerű törekedni rá. Ez lesz a mi jelzőberendezésünk. Sorja csak azon a szakaszon jelenik meg, ahol már él is van. A sorja ugyanis az élen túli felesleges anyag. Tehát ahol sorja van, ott már él is van. Az élezés teljes második szakasza semmi másról nem fog szólni, mint hogy hogyan távolítsuk el ezt a sorját úgy, hogy alatta az él megmaradjon. Tehát az első szakasz addig fog tartani, amíg mindkét oldali élszalag sima (nem domború), törésvonalak nélküli nem lesz, és az utoljára élezett oldallal szemközti oldalon a ricassótól a hegyig folyamatos sorja nem jelenik meg. A penge húzásának útját, és irányát a kövön részint a kő (vagy amink van) mérete és alakja, részint az él mérete és alakja határozza meg. Én, ha indulásnak a penge bal oldalával kezdek (a hegy tőlem elmutat, az él pedig lefelé néz, úgy a baloldal), akkor a kés hegyét a kő hozzám közelebbi felének jobb szélére teszem (balkezesek a bal szélére, a kés bal oldalát), és úgy kezdem előretolni a pengét, hogy a hegy utáni ívet a kés tartásának módosításával is, és a kő enyhe utánbillentésével is követem. Ezután a kés további alakjától is függően koordinálódik a két kéz mozgásának összehangolása, de a lényeg mindenképpen az, hogy a kés a saját hegyének, és a kő tőlünk távolabbi felének irányába egyidejű mozgást végez. A mozdulat akkor jó, ha az él teljes hosszát végig tudjuk tolni rajta úgy, hogy közben nem szaladunk le a kőről. Ezzel a művelet még nem ér véget, hanem ekkor, ugyanennek a mozdulatsornak a fordítottjával elkezdjük a kést vissza, magunk felé húzni egészen addig, míg a hegy ismét az előbbi kiinduló helyzetbe nem kerül. Nekem az egy oldalon történő ilyen oda-vissza húzások számát, csak az szokta megszabni, hogy mikorra fárad el a kezem. A húzások számát néha így is számolom, de ez nem szükséges.    A kés jobb oldalának (balkezesek a másik oldalnak) megmunkálása hasonlóan történik, de ott számomra könnyebb, ha a kő távolabbi végére helyezem az él markolat felé eső végét, és onnan húzom magam felé úgy, hogy ezzel egy időben a kés a markolat irányában is mozgást végez. A felívelő hegy követése itt a mozdulatsor végére esik, és anélkül, hogy levennénk a kést a kőről, visszafelé is végighúzzuk a teljes élen, és innen az egész ismétlődik az elejétől, míg a húzások száma eléri a másik oldalét, vagy el nem fárad a kezünk, vagy meg nem jelenik a folyamatos élsorja.    Mindez így leírva talán kissé bonyolultnak tűnhet, de a gyakorlatban egyszerű. Ami valóban nehéz, hogy amíg ezeket a mozdulatokat végezzük, a kőnek és a pengének végig közel azonos szöget kellene bezárnia egymással. Ez a része a dolognak az, amit tényleg sokat kell gyakorolni. Ha a pengén csorbulások keletkeztek, azokat is ebben az élezési fázisban tudjuk eltüntetni. Erre az esetre hallottam egy olyan megoldást, amely szerint az élezés előtt ágjunk követúzzuk végig az élt valami kemény dolgon, hogy eltűnjenek a csorba részek. Ezt én nem tartom okos dolognak. Bosszantó ugyanis, ha a csorbulást már régen leéleztem (tehát a megjelent sorja leér a csorbult rész aljáig), viszont a letompított rész még életlen, és emiatt kell tovább éleznem addig, amíg az a rész is kész nem lesz. És még egy gondolatot szeretnék a csorbulásoknak szánni. A kés az én szememben mindig valamiféle értéket képvisel. És a penge ennek az értéknek egy nagyon hangsúlyos része. És fogy. Minden élezéssel egyre kevesebb. Természetesen mindenkinek saját magánügye eldönteni, hogy mekkora problémát csinál egy ilyen élrondító valamiből, de minél inkább ragaszkodunk valamelyik késünkhöz, annál inkább érdemes megfontolni, hogy zavar-e minket az a csorba annyira, hogy három, négy élezésnyi anyagmennyiséget elvegyünk a késtől, csak hogy megint hibátlan legyen az éle. Kicsit olyan ez, mint a beszakadt köröm esete. Akármilyen mélyen is szakadt be, én csak annyit vágok le belőle, amennyi még nem fáj. 2/ Sorjamentesítés Ezt a fázist a rendelkezésünkre álló eszközöktől függően, alapvetően kétféle módon végezhetjük el. a) Fokozatosan b) Egy lépésbenFokozatos sorjamentesítés A fokozatos sorjamentesítés elve egyszerű. Ugyanúgy, ahogy a nagyolást végeztük, további, egyre finomabb, egyre simább köveken végezzük a munkát. Ezek a szakaszok persze már nem fognak olyan hosszú ideig tartani, csak figyeljük az élszalagot menet közben. Ha annak felülete a finomabb kőtől elsimult, léphetünk át a következő fokozatra. Sorjaképződés még itt is lesz, de láthatóan egyre jobban elvékonyodik, a végén szinte már lebeg rajta. Vigyázzunk, ne törjük le! A legutolsó fokozatnál változtatunk stratégiát. Itt jön az, hogy nagyon lágy mozdulatokkal, csak ráhúzva, (ill. a másik oldalt rátolva) minden húzás (és tolás) után oldalt (irányt) váltva koptatjuk le a lebegő sorja maradékát.       Ilyenkor a rányomás erejének döntő jelentősége van! Az erősebb nyomás fokozza a sorjaképződést, tehát igazán finom élt csak nagyon gyenge, szinte simogatásszerűen lágy mozdulatokkal lehet elérni. Ez komoly odafigyelést kíván. Ne itt rontsuk el a türelmetlenségünkkel! Az első három, négy húzással még általában nem válik le a sorja. Folytassuk addig, ameddig kell. Ami ilyenkor gond szokott lenni, hogy szeretnénk minél előbb megszabadulni már attól a csúnya sorjától, ezért kicsit változtatunk a szögtartáson, hogy előbb elkopjon. Igen ám, de ezzel könnyen fordított hatást érhetünk el, ugyanis az eddigi sorja tényleg lepottyan, de megjelenik egy új, amit az utolsó kővel hoztunk létre. Bosszantó hiba. Elárulhatom, hogy bármilyen finom is az utolsó fokozatunk, egy minimális sorjácska-szerűség még egészen lágy mozdulatok esetén is maradhat utána. Ennek eltüntetésére való a bőröv. Valószínűleg sokan látták már, hogy hogyan fenik bőrön a borotvát. Ez ugyanaz. A bőrt lehetőleg ne támasszuk alá, csak kézzel feszítsük meg. Ennyi lazaság kell neki. Így a bőr egy kicsit nagyobb szögben éri majd az élt, mint a köveink, de mivel olyan lágy, és igazán nem is csiszol, inkább csak koptat, ezért ez pont így lesz jó. Vigyázat, a bőrszíjra soha ne az él irányában húzzuk rá a kést, mert elvágjuk! Ez sokaknak nyilvánvaló információ, de megesett már, hogy valakinek nem volt az. A bőrszíjas lehúzás nem csak irányában, hanem műveletében is eltér a kövön való munkától. Itt nem kell finomkodni. Határozott mozdulattal nyomjuk rá az élszalagot a bőrre az él egy részén, és húzzuk le, majd emeljük el a bőrtől. Fordítsuk meg, és ugyanannak az élszakasznak a másik oldalát is végighúzzuk, de itt lentről fel. A végén itt is elemeljük. Ez az elemelés fontos! Mindenki hajlamos rá, hogy a bőrön tartsa az élt, amikor átfordítja a pengét. Ez épp elég arra, hogy amit javítottunk az élen a húzással, azt elrontsuk az átfordítással. Egyszerre mindig csak az él egy szakaszát (a bőr szélességének megfelelőt) húzzuk le! Itt nem szerencsés dolog azzal próbálkozni, hogy a teljes élhosszt egyszerre húzzuk le, vagy fel a bőrön, mivel a legtöbb kés éle egy, vagy több helyen is ívelt, ami a laza bőr miatt nagyon bonyolulttá teszi a kés irányítását.Egy lépésben történő sorjamentesítés Erre a megoldásra rendszerint akkor kerül sor, ha nem rendelkezünk a fokozatos sorjamentesítéshez szükséges eszközökkel. Ezzel együtt jár az is, hogy a végeredmény valószínűleg nem lesz olyan minőségű, mint amilyen lehetne, de ha jól csináljuk, feltétlenül munkaképes lesz. Mivel ezt a lépést mindenképp az eszközeink teszik függővé, így nézzük eszerint. -Görgős (pl. Fiskars élező), konyhai korongos, vagy keményfémlapkás élezőkön csak nagyon lágy mozdulatokkal végig kell húzni a lenagyolt élt. A görgősnél nem kell annyira vigyázni, de a másik kettő csúnyán bele tud marni az élszalagba. -"V" alakban beállított pálcás (rudas) élezők (pl. Spyderco készlet) esetén elvileg a vágási helyzetben, éllel lefelé tartott kést kell könnyű mozdulatokkal, fentről lefelé végighúzni úgy, hogy a húzás alatt a teljes él végighaladjon a pálcán. A gyakorlatban azonban, ez nem ilyen tiszta ügy, mivel a különféle íves részek az élen csak akkor élezhetőek a pálcák által bezárt (általában 40 fokos) szögre, ha a pálcát érintő élszakasz mindig éppen merőlegesen áll a pálcáknak arról az oldaláról nézve, ahonnan a két pálca egynek látszik (vagyis ahol az egyik épp takarja a másikat). Ez viszont egyes éltípusok esetén (pl. egy kukrinál) meglehetősen összetett mozdulatsort kíván az élezést végző személy részéről. Szerencsére az egyszerűbb pengeformáknál nem kell ilyen csuklónkat próbára tevő mutatványokat végeznünk. Az ezekkel az eszközökkel való élezésnél feltétlenül figyeljük menet közben a megmunkált felületeket, mivel a pontatlan nagyolás miatt, vagy a pontatlan késtartásból eredően előfordulhat, hogy az élezés nem az élszalag sorja felőli részén, hanem pl. az élszalag levezető él felöli részén, vagy akár a levezető élen is történhet! Ezt lehet látni is, hiszen az élező fényes csíkot húz a megmunkált felületeken. Ha a nagyolt élszalaggal megegyező szögben csiszol a pálca, az is látható, mivel olyankor az élszalagon kis átlós irányú karcolások keletkeznek. Nyilván ez lenne az ideális, de a leggyakoribb mégis az szokott lenni, hogy a nagyolt élszögünkhöz képest a készlet egy másodlagos élszalagot produkál. Aki egyébként sikeresen el tudja végezni a nagyolóélezést, annak azt ajánlanám, hogy ha már rendelkezik egy ilyen készlettel, akkor inkább vegye ki belőle az egyik pálcát, és próbálja meg úgy használni, mintha fenőacél lenne. Szerintem sokkal pontosabban lehet így elvégezni a sorjamentesítést, és könnyebb elkerülni az előbb említett másodlagos élszalag keletkezését is.       -Fenőacélok, és más kézben tartott rúd alakú élezők használata esetén egy-két apró trükk is segítheti a jó fenést. Első a kés tartása. A rudat az ügyetlenebb kéz tartja, és mindenki úgy fogja, ahogy neki kényelmes, de a kés húzásánál előnyös lenne, ha nem magunk felé húznánk, mivel ez balesetveszélyes. A kifelé húzásoknál viszont a legtöbb embernek gondot okoz, hogy az él mindkét oldalát egyszer-egyszer, felváltva húzzák végig úgy, hogy közben a helyes szögtartásra is figyeljenek. Számomra a kés megfelelő megfogása után ez a probléma megszűnt. Ez úgy néz ki, hogy a kést hagyományosan tartva (a penge a markolat megfogásakor, a hüvelykujjunk felöli oldalon van) vesszük kézbe, majd egy kis elfordítás után állítjuk élezési helyzetbe. Az elfordítás a kés hossztengelye mentén történik úgy, hogy az él, a kést markoló kezünk bütykei felé mutat. Ilyenkor a markolat fogása kissé kényelmetlenebb, de még stabil. Mégis hamar ráérezhetünk a fogás előnyére, ha kipróbáljuk a gyakorlatban.  Tegyük az él markolat felöli végének egyik oldalát a fenőeszköz megfogás felöli részéhez. Most végighúzás nélkül, csak odatartva, próbáljuk meg elképzelni, hogy hogyan tudjuk majd menet közben minden végighúzás után az oldalakat váltogatni. Ha a megfogásunk jó, akkor mindkét oldalnál csak egy kis tartásmódosításra lesz szükség, ami jelentősen megkönnyíti a munkát. (Képeket lásd fentebb!) A másik segítségünk a hallásunk lesz majd. Ehhez egy kis gyakorlást javasolnék az érdeklődőknek, valami kevésbé értékes késen. Próbálják meg a fent leírt tartással, az oldalakat is váltogatva, tempós mozdulatokkal végighúzni az élszalagot a rúdon (vagy acélon). Menet közben kis mértékben módosítsák a szögtartásokat, és figyeljék, hogyan módosult a megmunkálás hangja. Sajnos ezeknek a hangoknak a leírása nehézkes lenne, de nem is ez a cél. A célunk csupán az, hogy viszonyítani tudjuk ezeket a hangokat egymáshoz. Hogy meghalljuk a különbséget a "rossz" felületen megcsúszó, és az él megfelelő sávján dolgozó acél (vagy rúd) hangja között. Vigyázat, ez a hang acélonként és penge keménységenként eltérő lehet! Egyszerűbb pengeformáknál a fenés oldalanként egy-egy folytonos mozdulatból áll. Az él markolathoz közelebb eső végét tesszük a fenőacél (vagy rúd) megfogásához közelebbi végére, majd a megfelelő szögtartásra ügyelve elkezdjük a kést lehúzni a rúdról úgy, hogy közben az él a rúdon előrefelé is halad. Nem az a lényeges, hogy a rúd teljes hosszán végighúzzuk a kést, hanem hogy a kés éle haladjon végig teljes hosszában a rúdon! Tehát a kés hegye még azelőtt le kell, hogy fusson az élezőről, mielőtt az élező hegyéig elér. Ezért is lehet egyes kézi fenőrudakon zárókupakot, vagy gumituskót látni. Az ilyen gumi, vagy műanyag végződéssel ellátott rudak másik felhasználási módja lehet az is, hogy a végződést egy asztalra, vagy más fix pontra helyezzük, és az ügyetlenebb kezünkkel a markolatot megfogva, függőleges, vagy más, számunkra kényelmes tartást felvéve végezzük el az élezést. Ilyenkor függőleges rúdtartás esetén rendszerint a rúd jobb, és bal oldalán dolgozunk felváltva, és a kést mindkét oldalon fentről lefelé húzzuk. Megdöntött rúdtartásnál a rúd egyik oldalán dolgozunk csak, és itt a kés egyik oldalát fentről lefelé húzzuk (a "V" alakú élezők egyik oldalán történő lehúzáshoz hasonlóan), de az él másik oldalát lentről felfelé! A lentről felfelé való húzásnál a megfelelő élszög pontosabb érzékeléséhez a rudat még jobban meg lehet dönteni, egészen addig, amíg a rúd és az asztal a számunkra kívánatos (él-) szöget nem zárja be, és ekkor a kést teljesen vízszintesen (az asztallal párhuzamosan) húzzuk a markolat felé. Kellő hosszúságú rúd estén talán nem olyan veszélyes ez a megoldás sem. Kissé megnehezíti ezt a fajta sorjalehúzó tevékenységet az, hogy a rudat is és a kést is minden egyes húzásnál újra, és újra be kell állítani, össze kell hangolni. Ennek ellenére pontos, és jó módszernek tartom. Visszatérve a hagyományosan kézben tartott rúd alakú élezőkhöz, még egy élezéstechnikai lehetőséget megemlítenék. Gyakran a késeink hegyétől számított első harmada, fele az, ami előbb válik életlenné. Amennyiben nagyoló élezés nélkül, csak "élfrissítés" céljából állunk neki acélozni (fenni), akkor célszerű csak a hegytől számított 1-2 cm-es szakasszal kezdeni, ott felváltva kétszer, háromszor oldalanként meghúzni, majd fokozatosan egyre nagyobb, és nagyobb szakaszokat fogva haladni tovább, míg végül a teljes élhossz is megmunkálásra kerül. Ezzel a módszerrel a kopottabb rész kicsit több húzást kap, mégis ugyanazt a mozdulatsort alkalmazzuk, mint a teljes hosszúságú húzásoknál, így nem esünk ki a fenés ritmusából. Különösen jó ez a szakaszosan növelt húzási hossz magasra felívelő hegyű (pl. nyúzókések), vagy tantó hegyű késeknél, ahol a hegy körüli részek egészen más késtartást igényelnek, mint az él többi szakasza. Az élfrissítéssel kapcsolatban említést érdemelnek azok a fenőacélok, fenőrudak, amelyek lapított (lencse) keresztmetszetűek. Ezek ugyanis lehetővé teszik, hogy az élesebb oldalaikat használva kissé intenzívebben, enyhe túlzással "nagyolva" dolgozzunk, míg a laposabb részek inkább a simító funkciót látják el. Itt természetesen a két eltérő rész hatékonysága között nincs akkora eltérés, hogy emiatt azokon az itt leírtaktól eltérő módon kelljen dolgozni. Általánosságban elmondható még az acélozásról, hogy nem az anyagleválasztás az elsődleges célja, hanem a felhasználás során elnyomódott, de még nem elkopott él helyreállítása. Ezért van az, hogy a sikerességének csak egy ideig örülhetünk, de ha már a próbálkozásaink érezhetően hatástalanok, az újranagyolás elkerülhetetlen. -Ha sima felületű kézben tartható, vagy asztali kövünk, esetleg gyémántporos élezőnk van, azzal a fokozatos sorjamentesítésnél, a legutolsó lépésben leírtak szerint járjunk el. Így az élszalag felülete ugyan nem fog elsimulni, de a durva sorja lemunkálható. Hasonlóan járunk el akkor is, ha egyáltalán nincs simító, finom felületű élezőeszközünk. Ebben az esetben kénytelenek vagyunk a durva élezőnket használni úgy, mintha simító lenne. A gyakorlatban ez azt jelenti, hogy amíg az adott durva kővel nagyolunk, addig a nagyolásnál leírt módon addig használjuk, amíg a kívánt élszög be nem állt, és amíg a folyamatos élsorja a hegytől a ricassóig meg nem jelent. Ezután technikát váltunk, és csak ráhúzó mozdulatokkal, lágyan, minden húzás után oldalt is váltva igyekszünk lekoptatni a sorját. Természetesen itt igazán finom élre senki se számítson, de valami munkaképes dolgot feltétlenül elérhetünk. A szükséghelyzetekre jellemző, hogy azzal dolgozunk, ami éppen van. Mégis, ha egy felszerelés összeállításánál az élezőkészletünket is minimálisra kell csökkenteni, akkor én inkább a durva élezőeszközt részesíteném előnyben a finomakkal szemben, mivel a nagyolóval, úgy ahogy tudunk sorjamentesítést végezni, de egy simító eszközzel nagyolni képtelenség. Ha a bőrövét szándékozik valaki sorjamentesítőnek használni, akkor nem árt tudnia, hogy a durva élezés utáni erős sorját a bőr önmagában nem képes lekoptatni! A durva eszköz és a bőr közé tehát kell egy átmeneti fokozat. Az éllel rendelkező munkaeszközeink fontossága miatt én nem ezzel próbálnék helyet spórolni.AZ ÉL KIPRÓBÁLÁSA Az élesség ellenőrzésére számos módszer létezik. Én most leírnék kettőt. Ezek alkalmasak az él valamiféle minőségi rangsorolására is. 1./ Szőrteszt Én az alkaromon szoktam, de van, aki a lábán szereti kipróbálni, mert kevésbé feltűnő. Az élezésnél használt szögtartással kell végighúzni a pengét a testfelületen úgy, hogy az él először a szőrszálak töveivel érintkezzen, és onnan haladjon arrafelé, amerre a szőrszálak állnak. -Első szint: Egy- két szálat elvág, de a legtöbb ottmarad. Én ilyenkor már élezőért nyúlok. -Második szint: Egyszer végighúzva, az él alatti szálak nagy részét elvágja, és csak pár szál marad el. -Harmadik szint: Egyszeri végighúzás után kissé sercegve, pattogva, de az összes szálat elvágja. Kézi élszalagos élezéstől ennél jobbat senki ne várjon. Ez már nagyon jó! -Negyedik szint: A kés semmi hallható, és érezhető dolgot nem csinál. Ha nem nézünk oda, akkor csak olyan érzésünk van, mintha végigsimítanánk a karunkon valami kemény tárggyal. Csakhogy teljesen tiszta, szőrmentes felület marad utána. Kézzel jól élezett skandináv élek néha szokták tudni ezt. -Ötödik szint: Borotvakés teszt. (Régi nyeles borotvák ellenőrzésére.) Ujjaink közé csippentünk egy hajszálat úgy, hogy lazán lelógjon. Ezután legalább egy centiméterrel a megfogás helyétől a hajszálra helyezzük a penge élét. Ha az él jó, már itt érezni, hogy megakad. Húzzuk tovább a kést. Semmihez nem hasonlítható élmény érzékelni, ahogy a szálat átlósan átvágjuk. A teszt hátránya, hogy személyenként eltérő szőrminőséggel kell számolni, ezért egyes emberek esetén teljesen eltérő eredményeket is kaphatunk! Egy másik említésre méltó dolog, hogy nem feltétlenül a nagyon finom él a "jó él"! Számos feladatnál sokkal jobban képes teljesíteni egy viszonylag durva él, amit talán a kaszakövön kívül nem is éleztünk mással. Ezt mindig az adott helyzetben célszerű eldönteni, esetleg akár ott az adott feladathoz igazítani az élt. Tehát egy ilyen rangsor nem feltétlenül jelent szó szerinti minőségi rangsort is. 2./ Papírteszt Megfelelő viszonyításra akkor alkalmas, ha mindig azonos minőségű lapokat használunk. Kartont viszonylag életlen késsel is el lehet vágni, a tartás nélküli papírokat (szalvéta, papír zsebkendő) viszont jó élű késekkel is alig. Célszerű valamilyen vékonyabb írólapot használni ehhez. -Első szint: Vastag karton sarkának átlós levágása úgy, hogy az él egy szakaszát használjuk. (macheték esetén ez gyakran elég is) -Második szint: Egy kézzel a levegőben tartott vékony írólap sarkának átlós levágása úgy, hogy az él egy szakaszát használjuk. -Harmadik szint: Egy kézzel a levegőben tartott vékony írólap tetszés szerinti szétvagdalása úgy, hogy teljesen mindegy, hogy az él melyik pontját, vagy szakaszát használjuk. Ilyen éllel akár "S" alakot is vághatunk a lapba. Ez utóbbi tesztelés hátránya, hogy a rosszul tartott lapot jól élezett késsel is nehéz jól elvágni, előnye viszont, hogy fogazott kések fogárkainak kipróbálására is használható. - Végül a kedvencem: Papírhenger . Az eddig is használt írólapot, vagy csak egy réteg újságpapírt használunk hozzá úgy, hogy a mutatóujjunk köré tekerjük. A feladat nehézsége abban áll, hogy a túl sima él egyszerűen megcsúszik rajta, még gyakran akkor is, ha nagyon éles. A vizsgált élnek képesnek kell lennie átlós húzással belekezdeni a felületbe, és legalább a felén túl kell tudnia vágni a hengert. Nem hiba, ha nem sikerül teljesen átvágni, mert gyakran a levágott hengerrész már idő előtt szétbomlik. Ennél jobb él nekem sem kell.  UTÓSZÓ UTÓSZÓ "Aki túl élesre fen, élét hamar veszti" (Tao Te King) |
Rozsdamentes acélok összehasonlítása I. rész
Jogi
nyilatkozat:
Az
alábbi információk amellett, hogy hivatalos, gyártói
forrásokból, szakirodalmakból vannak összeállítva, tartalmazhatnak
pontatlanságokat, eltéréseket.
A cikk alapjául a http://www.bladeforums.com/forum -ra felkerült poszt szolgál, melyet KennethW felhasználó közölt. Magyarra fordítást követően kicsit átszerkesztettem és néhol kiegészítettem irodalomjegyzékben megjelölt forrásokból.
A cikk alapjául a http://www.bladeforums.com/forum -ra felkerült poszt szolgál, melyet KennethW felhasználó közölt. Magyarra fordítást követően kicsit átszerkesztettem és néhol kiegészítettem irodalomjegyzékben megjelölt forrásokból.
Jelen
cikk arra tesz kísérletet, hogy a gyártók által használt
anyagok közötti különbségekre rámutasson könnyebbé téve az
eligazodást a különböző acélok között.
Mivel
az EDC („every day carry”=mindennapos hordásra használt)–re
használt kések anyaga általánosságban valamilyen rozsdamentes
acél, így a cikkben is ezeket az acélokat vesszük górcső alá.
Az
acél vasat és különböző ötvöző elemeket tartalmazó
vegyület. Korábban a leghagyományosabb ötvöző anyag a szén
volt, de ahogy az acélgyártás fejlődött, ez kiegészült más
ötvöző anyagokkal. Napjainkban ezekkel az anyagokkal és a
gyártási technológiákkal az acél nagyon változatos
tulajdonságokkal ruházható fel.
Álljon itt egy lista a legfontosabb ötvöző anyagokról, néhány példával az alkalmazásukra:
Szén
(C)Minden
acélban jelen van, a legfontosabb keménységet fokozó elem. Az
acél erejét is fokozza. A késnek való acélokban legalább
0.5-0.6% széntartalom kívánatos.
Króm
(Cr)Növeli a kopásállóságot, az edzhetőséget és ami a
legfontosabb, a korrózióállóságot. A 13% feletti krómtartalommal
bíró acélok az un. "rozsdamentes acél" kategóriába
tartoznak. A név ellenére minden acél képes rozsdásodásra, ha
nem megfelelő környezeti hatások érik.
Mangán
(Mn)Fontos elem,
javítja a részecskeszerkezetet és hozzájárul az edzhetőséghez,
valamint erősíti és kopásállóbbá teszi az acélt. Az
acélgyártásnál is fontos dezoxidáló szerepet tölt be, jelen
van minden késacélban, kivéve A-2, L-6, CPM 420V.
Molibdén(Mo)
Karbid képző, megelőzi a ridegséget és biztosítja az acél erejét magasabb hőfokon is. Nagyon sok féle acélban jelen van, a levegőben edzhető acélokban (pl. A-2, ATS-34) pedig mindig 1% feletti a molibdén tartalom, ettől válnak képessé ezek az anyagok levegőn kihűlve is edződni.
Karbid képző, megelőzi a ridegséget és biztosítja az acél erejét magasabb hőfokon is. Nagyon sok féle acélban jelen van, a levegőben edzhető acélokban (pl. A-2, ATS-34) pedig mindig 1% feletti a molibdén tartalom, ettől válnak képessé ezek az anyagok levegőn kihűlve is edződni.
Nikkel(Ni)
Erősség, szívósság, korrózióállóság fokozó. AUS-6, AUS-8, L-6 acélokban található.
Erősség, szívósság, korrózióállóság fokozó. AUS-6, AUS-8, L-6 acélokban található.
Szilícium(Si)
Az acél erejét növeli. A mangánhoz hasonlóan az acélgyártást könnyíti még meg.
Az acél erejét növeli. A mangánhoz hasonlóan az acélgyártást könnyíti még meg.
Volfrám(W)
Növeli a kopásállóságot. Ha helyesen kombinálják krómmal és molibdénnel, un. gyorsacélt hozhatnak vele létre. A gyorsacélokat főleg gépi szerszámokban használják, lényegük, hogy magas hőfokon is megtartják a keménységüket. Ilyen gyorsacél például az M-2, amiben sok a volfrám.
Növeli a kopásállóságot. Ha helyesen kombinálják krómmal és molibdénnel, un. gyorsacélt hozhatnak vele létre. A gyorsacélokat főleg gépi szerszámokban használják, lényegük, hogy magas hőfokon is megtartják a keménységüket. Ilyen gyorsacél például az M-2, amiben sok a volfrám.
Vanádium(V)
A kopásállósághoz és az edzhetőséghez járul hozzá, karbid képző. Finomabb szemcsézettségű lesz tőle az acél. Sok vanádium van a következő ötvözetekben: M-2, CPM T440V és 420V. A BG-42 és az ATS-34 közti fő különbség is a BG-42-ben magasabb arányban jelenlévő vanádium.
A kopásállósághoz és az edzhetőséghez járul hozzá, karbid képző. Finomabb szemcsézettségű lesz tőle az acél. Sok vanádium van a következő ötvözetekben: M-2, CPM T440V és 420V. A BG-42 és az ATS-34 közti fő különbség is a BG-42-ben magasabb arányban jelenlévő vanádium.
FONTOS! Nem
csak a felhasznált anyag határozza meg egy késnél, hogy mennyire
jó. Ez sok tényező függvénye, pl. a hőkezelés, a penge
kialakítása, geometriája, az él típusa, az élezés, a markolat
kialakítása, anyaga, a kés súlya, és az egész késre kiterjedő
gyártási minőség, odafigyelés.
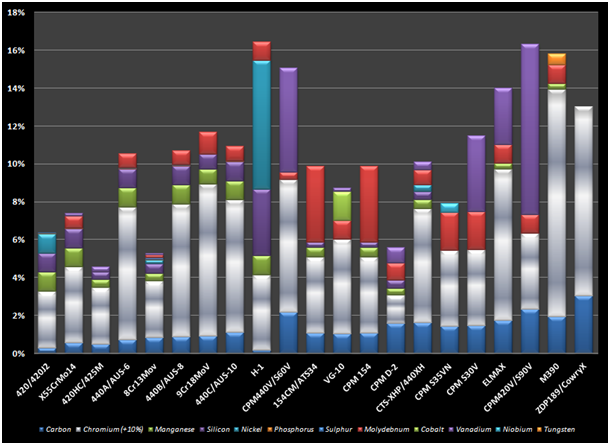
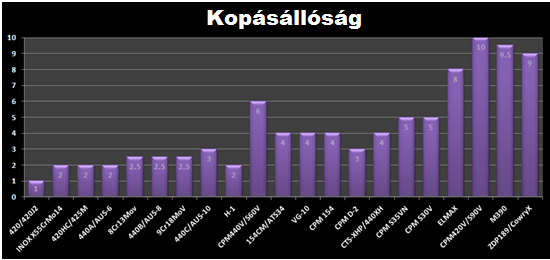
Az
alábbi diagram az egyes acéltípusoknál használt ötvözőanyagokat
mutatja meg, százalékos arány alapján.
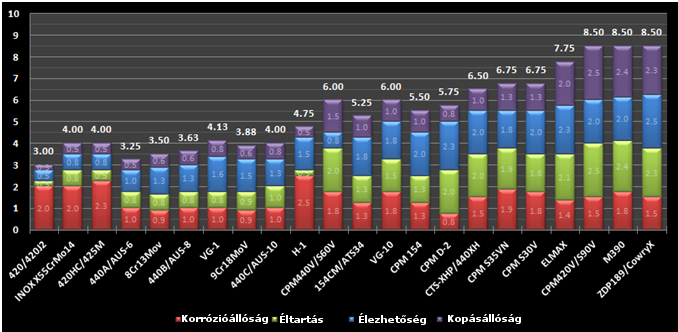
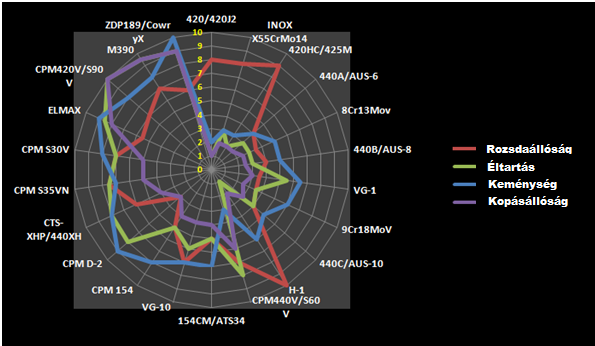
Az acélok tulajdonságainak jellemzésére a következő főbb szempontok szolgálnak, ezeket tartalmazzák az alábbi táblázatok: korrózióállóság, éltartás, keménység, kopásállóság.
Ezek mellett használatosak még pl. a szakítószilárdság, szívósság, élesség (él finomság) is az az acélok jellemzésére, ezekre jelen cikk nem tér ki.
Az acélok tulajdonságainak jellemzésére a következő főbb szempontok szolgálnak, ezeket tartalmazzák az alábbi táblázatok: korrózióállóság, éltartás, keménység, kopásállóság.
Ezek mellett használatosak még pl. a szakítószilárdság, szívósság, élesség (él finomság) is az az acélok jellemzésére, ezekre jelen cikk nem tér ki.
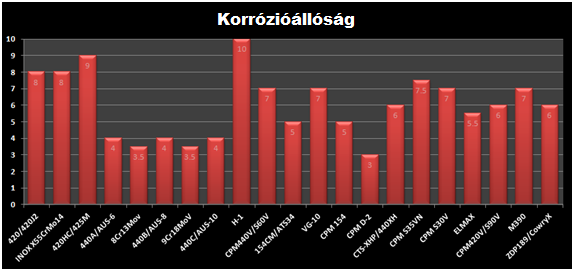
Korrózióállóság:
Ne felejtsük el, hogy mindegyik acél képes a rozsdásodásra, nincs megegyezés arról, hogy pontosan mennyi krómtartalom is kell a rozsdamentességhez. A szabvány a 13%, de van ahol annyit írnak, hogy "magasabb mint 10%". Más ötvözőanyagok is nagyban befolyásolják, hogy mennyi króm kell az acélba. Megfelelő ötvözéssel alacsonyabb krómtartalom is elégséges a megfelelő ellenálló képességhez.
Ne felejtsük el, hogy mindegyik acél képes a rozsdásodásra, nincs megegyezés arról, hogy pontosan mennyi krómtartalom is kell a rozsdamentességhez. A szabvány a 13%, de van ahol annyit írnak, hogy "magasabb mint 10%". Más ötvözőanyagok is nagyban befolyásolják, hogy mennyi króm kell az acélba. Megfelelő ötvözéssel alacsonyabb krómtartalom is elégséges a megfelelő ellenálló képességhez.
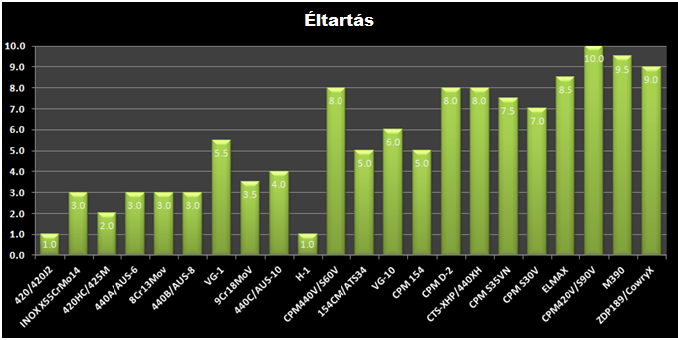
Éltartás:
Azt a képességet jelent, hogy a penge meddig marad éles azonos használat mellett.
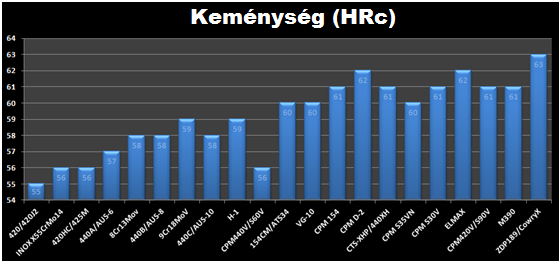
Keménység:
A keménység azt fejezi ki, hogy egy anyag mennyire szilárd, milyen mértékben ellenálló a külső mechanikai behatásokkal szemben. A mérés módja szerint megkülönböztetünk: karcolási, fúrási, csiszolási és nyomási keménységet. A késeknél használt acélok esetében utóbbit értjük alatta, mégpedig a Rockwell-féle keménységmérő módszer alapján végzett mérés eredményét.
A keménység azt fejezi ki, hogy egy anyag mennyire szilárd, milyen mértékben ellenálló a külső mechanikai behatásokkal szemben. A mérés módja szerint megkülönböztetünk: karcolási, fúrási, csiszolási és nyomási keménységet. A késeknél használt acélok esetében utóbbit értjük alatta, mégpedig a Rockwell-féle keménységmérő módszer alapján végzett mérés eredményét.
Kopásállóság:
A kopásállóság abrazív kopás esetén az acél keménységétől függ, de a túlzottan nagy keménység sem kedvező.
A kopásállóság abrazív kopás esetén az acél keménységétől függ, de a túlzottan nagy keménység sem kedvező.
Összefoglalva
egy diagramon:
x-tengely
= ár
y-tengely = helyezés
y-tengely = helyezés
„Nem
létezik olyan, hogy „a legjobb acél” csak a „megfelelő”. A
kés elsődleges funkciójának vagy használatának ismerete segít
meghatározni, hogy melyik acél optimális pengeanyagnak”
A cikk folytatódik majd a második résszel, kitérve az egyes acéltípusokra külön-külön.
Irodalomjegyzék:
http://en.wikipedia.org/wiki/Stainless_steel
http://en.wikipedia.org/wiki/Crucible_steel
http://en.wikipedia.org/wiki/Alloy_steel
http://en.wikipedia.org/wiki/SAE_steel_grades
http://en.wikipedia.org/wiki/Carbon_steel
http://en.wikipedia.org/wiki/Steel
http://www.machinist-materials.com/stainless_table.htm
http://www.spyderco.com/forums/showthread.php?t=47155
http://www.leatherman.com/products/faq.asp?c=2
http://www.emersonknives.com/ekEK_FAQ.php
http://mantisknives.com/faqs.html
http://www.spyderco.com/edge-u-cation/steel.php
http://www.swissarmy.com/CustomerSer...%20tools.aspx?
http://www.gerberuk.com/index.php/faq/cat_id/5
http://www.ausknives.com/
http://www.coldsteel.com/faqs.html#Made
http://zknives.com/knives/articles/knifesteelfaq.shtml
http://www.unitedcutlery.com/United.aspx
http://www.latrobesteel.com/assets/d...LSS_420_HC.pdf
http://www.survivaltopics.com/forums...ox-knives.html
http://willamette.edu/~jgates/steelfaq.html
http://www.knivestown.com/ktown/blade_steels.asp
http://faq.customtacticals.com/steels/
http://bit.ly/lv4yeF
http://www.spyderco.com/edge-u-cation/steel.php
http://www.spyderco.com/edge-u-cation/index.php?item=3
http://www.foodieforums.com/vbulleti...DP-189-etc.%29
http://www.simplytoolsteel.com/stain...son-chart.html
http://www.bladeforums.com/forums/sh...8828-Steel-FAQhttp://kalandorbazar.hu/spg/337724/A-keseknel-hasznalt-anyagok
http://en.wikipedia.org/wiki/Stainless_steel
http://en.wikipedia.org/wiki/Crucible_steel
http://en.wikipedia.org/wiki/Alloy_steel
http://en.wikipedia.org/wiki/SAE_steel_grades
http://en.wikipedia.org/wiki/Carbon_steel
http://en.wikipedia.org/wiki/Steel
http://www.machinist-materials.com/stainless_table.htm
http://www.spyderco.com/forums/showthread.php?t=47155
http://www.leatherman.com/products/faq.asp?c=2
http://www.emersonknives.com/ekEK_FAQ.php
http://mantisknives.com/faqs.html
http://www.spyderco.com/edge-u-cation/steel.php
http://www.swissarmy.com/CustomerSer...%20tools.aspx?
http://www.gerberuk.com/index.php/faq/cat_id/5
http://www.ausknives.com/
http://www.coldsteel.com/faqs.html#Made
http://zknives.com/knives/articles/knifesteelfaq.shtml
http://www.unitedcutlery.com/United.aspx
http://www.latrobesteel.com/assets/d...LSS_420_HC.pdf
http://www.survivaltopics.com/forums...ox-knives.html
http://willamette.edu/~jgates/steelfaq.html
http://www.knivestown.com/ktown/blade_steels.asp
http://faq.customtacticals.com/steels/
http://bit.ly/lv4yeF
http://www.spyderco.com/edge-u-cation/steel.php
http://www.spyderco.com/edge-u-cation/index.php?item=3
http://www.foodieforums.com/vbulleti...DP-189-etc.%29
http://www.simplytoolsteel.com/stain...son-chart.html
http://www.bladeforums.com/forums/sh...8828-Steel-FAQhttp://kalandorbazar.hu/spg/337724/A-keseknel-hasznalt-anyagok
Rozsdamentes acélok összehasonlítása II. Rész
Az
alábbi diagram már ismerős lehet a cikk első
részéből.
Összefoglalva tartalmazza az acélokat a 4 fő tulajdonság szerint értékelve.
Összefoglalva tartalmazza az acélokat a 4 fő tulajdonság szerint értékelve.
A
függőleges tengely az 1-10-ig terjedő skálán az acélok
összpontszámait mutatja, mely a 4 tulajdonságra adott értékek
összegét jelenti.
A vízszintes tengely az árat ábrázolja, balról jobbra haladva az olcsóbb acéloktól a drágábbak felé.
A vízszintes tengely az árat ábrázolja, balról jobbra haladva az olcsóbb acéloktól a drágábbak felé.
420/420J2
Induljon a sor bal szélről a 420/420J2 acélokkal, melyek messze a legolcsóbbak a sorban. Jellemzően az alsó kategóriás kínai pengéknél használatosak, de találkozhatunk velük díszkéseknél vagy kardoknál is. Ezekből az acélokból készült pengék gyakorlati használata nem ajánlott, mivel nagyon „puhák”, gyengék és igen alacsony kopásállósággal rendelkeznek. Nagyon kevés használattól is könnyedén elvesztik az élüket. Viszont nagy előnyük, hogy nagyon ellenállnak a korróziónak, és olyan könnyen élezhetőek ,mint a vaj. Nedves vagy erősen korrozív környezetben jó választás lehet.
Induljon a sor bal szélről a 420/420J2 acélokkal, melyek messze a legolcsóbbak a sorban. Jellemzően az alsó kategóriás kínai pengéknél használatosak, de találkozhatunk velük díszkéseknél vagy kardoknál is. Ezekből az acélokból készült pengék gyakorlati használata nem ajánlott, mivel nagyon „puhák”, gyengék és igen alacsony kopásállósággal rendelkeznek. Nagyon kevés használattól is könnyedén elvesztik az élüket. Viszont nagy előnyük, hogy nagyon ellenállnak a korróziónak, és olyan könnyen élezhetőek ,mint a vaj. Nedves vagy erősen korrozív környezetben jó választás lehet.
x55CrMo14
Ez az acélt szinte kizárólag a Victorinox használja a svájci bicskák pengéjének alapanyagaként. Ez már keményebb, erősebb, kopásállóbb és nehezebben korrodálódik, mint a 420/420J2. A maximális krómtartalma 15% ennek köszönhetően tükörsimává polírozható a felülete. 0.15% vanádiumot tartalmaz, ami valamivel jobb éltartást eredményez.
Ez az acélt szinte kizárólag a Victorinox használja a svájci bicskák pengéjének alapanyagaként. Ez már keményebb, erősebb, kopásállóbb és nehezebben korrodálódik, mint a 420/420J2. A maximális krómtartalma 15% ennek köszönhetően tükörsimává polírozható a felülete. 0.15% vanádiumot tartalmaz, ami valamivel jobb éltartást eredményez.
420HC/425M
Szinte minden szempontból jobbak a 410/ 420J2 acéloknál. Sokkal keményebbek, erősebbek, kopásállóbbak és a rozsdának is jobban ellenállnak, emellett ár-érték arányuk is igen kedvező. Jelenleg a piacon kapható egyik legjobban korrózióállóbb anyag, még ha nem is annyira jó, mint a H-1. Valamivel kevesebb szenet tartalmaz, mint a x55CrMo14, de valamivel több vanádiumot, amitől jobban tartja az élét. Talán az egyik leggyakrabban használt pengeanyag az alsó kategóriás folderek felső szegmensében.
Szinte minden szempontból jobbak a 410/ 420J2 acéloknál. Sokkal keményebbek, erősebbek, kopásállóbbak és a rozsdának is jobban ellenállnak, emellett ár-érték arányuk is igen kedvező. Jelenleg a piacon kapható egyik legjobban korrózióállóbb anyag, még ha nem is annyira jó, mint a H-1. Valamivel kevesebb szenet tartalmaz, mint a x55CrMo14, de valamivel több vanádiumot, amitől jobban tartja az élét. Talán az egyik leggyakrabban használt pengeanyag az alsó kategóriás folderek felső szegmensében.
440A/AUS-6
440A acélnak elég rossz hírneve alakult ki az idők során, annak köszönhetően, hogy egy időben az olcsó kínai kések mindegyike 440-es jelölést kapott a pengéken. Azonban a 440A közel sem annyira rossz, mint ahogy az elterjedt róla, valahol a 420HC és az AUS-6 közé lehetne tenni. Kicsivel kopásállóbb, mint a 420HC, de közel sem olyan kemény és a rozsdának sem áll ellen annyira. Sok gyártó használta ezt az acélt, mielőtt áttért volna a 420HC-re.
440A acélnak elég rossz hírneve alakult ki az idők során, annak köszönhetően, hogy egy időben az olcsó kínai kések mindegyike 440-es jelölést kapott a pengéken. Azonban a 440A közel sem annyira rossz, mint ahogy az elterjedt róla, valahol a 420HC és az AUS-6 közé lehetne tenni. Kicsivel kopásállóbb, mint a 420HC, de közel sem olyan kemény és a rozsdának sem áll ellen annyira. Sok gyártó használta ezt az acélt, mielőtt áttért volna a 420HC-re.
8Cr13Mov
Nagyon olcsó és jól használható kínai gyártmányú acél. Hasonló tulajdonsággal rendelkezik, mint az AUS-8, de nem teljesít olyan jól. Valahová az AUS-6 és az AUS-8 közé lehetne elhelyezni minőség szempontjából.
Nagyon olcsó és jól használható kínai gyártmányú acél. Hasonló tulajdonsággal rendelkezik, mint az AUS-8, de nem teljesít olyan jól. Valahová az AUS-6 és az AUS-8 közé lehetne elhelyezni minőség szempontjából.
440B/AUS-8
440B és AUS-8 acélok hasonlóak. 440B nagyon ritka, és szinte azonos 440A-val, kivéve a 0,15% extra széntartalmat, ami egy kicsivel több erőt és keménységet kölcsönöz neki. A diagramon a 440A és 440B egyenlőnek mutatkozik, ennek oka kerekítés, mivel ilyen kicsi mértékben térnek el.
440B és AUS-8 acélok hasonlóak. 440B nagyon ritka, és szinte azonos 440A-val, kivéve a 0,15% extra széntartalmat, ami egy kicsivel több erőt és keménységet kölcsönöz neki. A diagramon a 440A és 440B egyenlőnek mutatkozik, ennek oka kerekítés, mivel ilyen kicsi mértékben térnek el.
440C/AUS-10
A 440C az AUS-10 mellé párosítható. Majdnem dupla annyi széntartalommal rendelkezik, mint a 440A. Emiatt sokkal keményebb és kopásállóbb, mint a fent említett acélok és használat során sokkal tovább megtartja az élét. Azonban a 440C-nek is megvannak a maga korlátai. Nem annyira szívós, mint a másik kettő 440-es és a 420HC, továbbá könnyebben is rozsdásodik ezeknél.
A 440C az AUS-10 mellé párosítható. Majdnem dupla annyi széntartalommal rendelkezik, mint a 440A. Emiatt sokkal keményebb és kopásállóbb, mint a fent említett acélok és használat során sokkal tovább megtartja az élét. Azonban a 440C-nek is megvannak a maga korlátai. Nem annyira szívós, mint a másik kettő 440-es és a 420HC, továbbá könnyebben is rozsdásodik ezeknél.
H-1
Nem keverendő össze a H-szériás szerszámacélokkal. Ez egy olyan speciális acél, amely kiemelkedik nagyon magas rozsdaálló képességével. Valószínűleg az egyetlen acél a sorban, mely 99,99%-ban ellenáll a rozsdának. Tökéletes választás búvároknak, halászoknak, nedves vagy párás környezethez.
CPM440V/S60V
440V vagy S60V egy nagyon erős acél. A 440C formuláját követi, de a széntartalom 2.15%-ra van emelve, a vanádium pedig 5.5%-ra. Őrületes kopásállósággal rendelkezik egy rozsdamentes acélhoz képest, de olyan puha is tud lenni azonban mint egy 420-as acélok, hogy megfelelő rugalmasságot érjenek el vele.
Nem keverendő össze a H-szériás szerszámacélokkal. Ez egy olyan speciális acél, amely kiemelkedik nagyon magas rozsdaálló képességével. Valószínűleg az egyetlen acél a sorban, mely 99,99%-ban ellenáll a rozsdának. Tökéletes választás búvároknak, halászoknak, nedves vagy párás környezethez.
CPM440V/S60V
440V vagy S60V egy nagyon erős acél. A 440C formuláját követi, de a széntartalom 2.15%-ra van emelve, a vanádium pedig 5.5%-ra. Őrületes kopásállósággal rendelkezik egy rozsdamentes acélhoz képest, de olyan puha is tud lenni azonban mint egy 420-as acélok, hogy megfelelő rugalmasságot érjenek el vele.
154CM/ATS34
154CM és japán megfelelője az ATS34 majdnem megegyezik. 154CM keményebb, szívósabb az összes eddig említett acélnál. Kiemelkedő éltartással rendelkezik, de nem annyira, mint a 440V/S60V Ez az acél a belépő a csúcskategóriás folderek világába. Majdnem minden Emerson folder 154CM anyagú pengével rendelkezik.
154CM és japán megfelelője az ATS34 majdnem megegyezik. 154CM keményebb, szívósabb az összes eddig említett acélnál. Kiemelkedő éltartással rendelkezik, de nem annyira, mint a 440V/S60V Ez az acél a belépő a csúcskategóriás folderek világába. Majdnem minden Emerson folder 154CM anyagú pengével rendelkezik.
VG-10
VG-10 egy felső kategóriás rozsdamentes acél, meglehetősen drága, de még így is olcsóbb, mint a 154CM/ATS34. Minden más itt tárgyalt acéllal ellentétben kobaltot tartalmaz, mely erősebbé teszi. A VG-10 anyagú pengére húzható az egyik legfinomabb él az itt tárgyalt acélok közül. Szívósabb és rozsdaállóbb, mint a 154CM.Kiemelkedően jó tulajdonságai miatt alkalmazzák sport, katonai és taktikai célokra, de Japán kések konyhai változatait is készítik belőle. Kizárólag egy Japán cég állítja elő a VG10 -es acélt, a Takefu Special Steel Co.,Ltd. Minden gyártónak aki ebből az anyagból szeretné a saját termékét ezen két gyártóval kell elkészíttetnie a kése pengéjét, magát az anyagot nem adják el csak a kész pengét.
VG-10 egy felső kategóriás rozsdamentes acél, meglehetősen drága, de még így is olcsóbb, mint a 154CM/ATS34. Minden más itt tárgyalt acéllal ellentétben kobaltot tartalmaz, mely erősebbé teszi. A VG-10 anyagú pengére húzható az egyik legfinomabb él az itt tárgyalt acélok közül. Szívósabb és rozsdaállóbb, mint a 154CM.Kiemelkedően jó tulajdonságai miatt alkalmazzák sport, katonai és taktikai célokra, de Japán kések konyhai változatait is készítik belőle. Kizárólag egy Japán cég állítja elő a VG10 -es acélt, a Takefu Special Steel Co.,Ltd. Minden gyártónak aki ebből az anyagból szeretné a saját termékét ezen két gyártóval kell elkészíttetnie a kése pengéjét, magát az anyagot nem adják el csak a kész pengét.
CPM154
Összetételében
azonos a 154CM-el, azonban az előállításának folyamata eltér. A
CPM változatban a karbidok egyenletesebben oszlanak el, és finomabb
szemcseszerkezettel rendelkezik, kevesebb gyenge ponttal. Lényegében
a 154CM acél továbbfejlesztett változata.
D-2
Ez az acél határeset a rozsdamentes acélok és a szénacélok között, mivel egy rozsdamentes acélnál az elfogadott minimum széntartalom 13% ezzel szemben a D-2 12% szenet tartalmaz. Majdnem rozsdamentes, de mégsem. Emellett egy kitűnő acél. Szívósabb, mint a 154CM, és kopásállóbb is, de korrózióállóságban elmarad a többi rozsdamentes acél mellett.
CPMS30V
EDC használatra az egyik legjobb választás, normál körülmények között ennél jobb acél EDC foldernek nem kell. A-2 osztályú szívósággal rendelkezik és az S90V kopásállóságával, 58-61 HRc. keménységű. Hasonlóan a CPM154-hez, CPM (porkohászati úton történő előállítás) nagyon finom szemcseszerkezetet kölcsönöz ennek az acélnak,a vanádium karbidok pedig nagyon egyenletesen oszlanak el az acél szerkezetében, ez kitűnő éltartást eredményez. Élezésére elég sok időt és izzadtságot rá kell szánni, de ez az acél meghálálja a törődést.
Ez az acél határeset a rozsdamentes acélok és a szénacélok között, mivel egy rozsdamentes acélnál az elfogadott minimum széntartalom 13% ezzel szemben a D-2 12% szenet tartalmaz. Majdnem rozsdamentes, de mégsem. Emellett egy kitűnő acél. Szívósabb, mint a 154CM, és kopásállóbb is, de korrózióállóságban elmarad a többi rozsdamentes acél mellett.
CPMS30V
EDC használatra az egyik legjobb választás, normál körülmények között ennél jobb acél EDC foldernek nem kell. A-2 osztályú szívósággal rendelkezik és az S90V kopásállóságával, 58-61 HRc. keménységű. Hasonlóan a CPM154-hez, CPM (porkohászati úton történő előállítás) nagyon finom szemcseszerkezetet kölcsönöz ennek az acélnak,a vanádium karbidok pedig nagyon egyenletesen oszlanak el az acél szerkezetében, ez kitűnő éltartást eredményez. Élezésére elég sok időt és izzadtságot rá kell szánni, de ez az acél meghálálja a törődést.
CPM420V/S90V
kopásállóság tekintetében ez a csúcs. S90V acél meglehetősen drága és beszerezni sem egyszerű. Éltartása kiváló.
ZDP-189/Cowry-X
ZDP-189 egy nagyon egzotikus acél és csak prémium késkészítők használják. ZDP-189 nagyon kemény tud lenni, keményebb, mint az S30V. Sokkal drágább, mint S30V, de könnyebben rozsdásodhat, viszont éltartása jobb.
kopásállóság tekintetében ez a csúcs. S90V acél meglehetősen drága és beszerezni sem egyszerű. Éltartása kiváló.
ZDP-189/Cowry-X
ZDP-189 egy nagyon egzotikus acél és csak prémium késkészítők használják. ZDP-189 nagyon kemény tud lenni, keményebb, mint az S30V. Sokkal drágább, mint S30V, de könnyebben rozsdásodhat, viszont éltartása jobb.
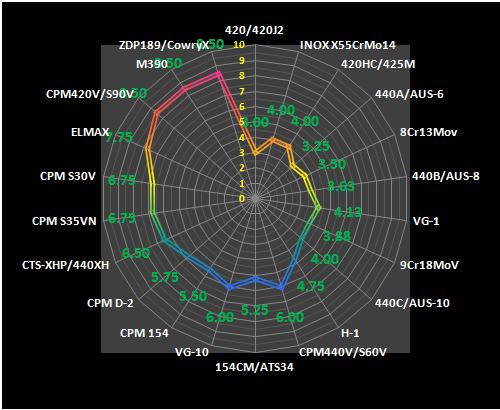
A CTS-XH, 9Cr18MoV, CPM
S35VN, ELMAX, M390 acélokra
majd valószínűleg egy későbbi cikkben térek ki, emellett a
diagramból és így a jellemzésből is kimaradtak a KO13
(1.4034), a sandvik, a Böhler n678, n680 n690 acéljai
és persze még lehetne sorolni tovább. Ezekről
és más acélokról lehetséges, hogy egy másik cikk keretén belül
későbbiekben szót ejtek.
A közbiztonságra különösen veszélyes eszközök (KKVE) birtoklása, tekintettel a szúró- vagy vágóeszközökre
Üdv
Mindenkinek!
A
alábbiakban megkísérlem bemutatni a közterületen hordott szúró-
vagy vágóeszközökre vonatkozó magyar jogszabály lényegét.
Nagy újdonságot valószínűleg nem fogok írni, viszont remélem, aki nincs teljesen tisztában a szabályozással, annak segíthetek valamit.
Nagy újdonságot valószínűleg nem fogok írni, viszont remélem, aki nincs teljesen tisztában a szabályozással, annak segíthetek valamit.
Milyen
bicskát vagy kést hordhatunk magunkkal? Ez a kérdés
előbb utóbb felmerül szinte mindenkiben, mivel egy bicska adott
esetben igen hasznos eszköz lehet annak is, aki egyébként nincs
megfertőzve a kések és hasonló eszközök iránti rajongással.
Azt mindenki tudja nagyjából, hogy Magyarországon a jogalkotó 8
cm-ben határozza meg azt a határt, amitől felfelé már egy
a szúró- vagy vágóeszköz szúróhosszúsága vagy vágóéle
„illegálisnak” pontosabban közbiztonságra
különösen veszélyes eszköznek minősül.

Az ide vonatkozó szabályokat a 175/2003. (X. 28.) Korm. rendelet a közbiztonságra különösen veszélyes eszközökről tartalmazza.
A
rendelet először is a használt fogalmak meghatározását írja
le, miszerint:
jármű: a
közúti közlekedés szabályairól szóló 1/1975. (II. 5.) KPM-BM
együttes rendeletben meghatározott közúti szállító vagy
vontató eszköz;
közforgalmú közlekedési eszköz: bárki által azonos feltétellel igénybe vehető közlekedési eszköz;
közterület: a közhasználatra szolgáló minden olyan magán-, állami vagy önkormányzati tulajdonban álló terület, amely mindenki számára korlátozás nélkül igénybe vehető, ideértve a közterületnek a közútként szolgáló és a magánterületnek a közforgalom elől el nem zárt részét;
nyilvános hely: a közterületnek nem tekinthető, mindenki számára nyitva álló hely.
közforgalmú közlekedési eszköz: bárki által azonos feltétellel igénybe vehető közlekedési eszköz;
közterület: a közhasználatra szolgáló minden olyan magán-, állami vagy önkormányzati tulajdonban álló terület, amely mindenki számára korlátozás nélkül igénybe vehető, ideértve a közterületnek a közútként szolgáló és a magánterületnek a közforgalom elől el nem zárt részét;
nyilvános hely: a közterületnek nem tekinthető, mindenki számára nyitva álló hely.
Ezek
a helyek azok, ahol tiltott a közbiztonságra különösen veszélyes
eszköz magunknál tartása, birtoklása.
Ez után következik a tiltó rendelkezés:
Ez után következik a tiltó rendelkezés:
3.
§ (1) Jogszabály eltérő rendelkezése hiányában tilos
a közbiztonságra
különösen veszélyes eszközt
közterületen,
nyilvános helyen - ideértve az ott lévő járművek belső tereit is -, valamint
közforgalmú közlekedési eszközön
birtokolni.
közterületen,
nyilvános helyen - ideértve az ott lévő járművek belső tereit is -, valamint
közforgalmú közlekedési eszközön
birtokolni.
A
rendelethez tartozó melléklet a) pontja tartalmazza a
közbiztonságra különösen veszélyes eszköz fogalmi
meghatározását.
Ezt a kések/bicskák szempontjából két csoportra lehet osztani:
Ezt a kések/bicskák szempontjából két csoportra lehet osztani:
1)
az a szúró-
vagy vágóeszköz,
amelynek szúróhosszúsága
vagy vágóéle a 8 cm-t meghaladja,
2) a szúróhossz és vágóél méretének figyelembevétele nélkül a dobócsillag, rugóskés és a szúró-, vágóeszközt vagy testi sérülés okozására alkalmas egyéb tárgyat kilövő készülék (különösen: felajzott íj, számszeríj, francia kés, szigonypuska, parittya, csúzli);
2) a szúróhossz és vágóél méretének figyelembevétele nélkül a dobócsillag, rugóskés és a szúró-, vágóeszközt vagy testi sérülés okozására alkalmas egyéb tárgyat kilövő készülék (különösen: felajzott íj, számszeríj, francia kés, szigonypuska, parittya, csúzli);

Összefoglalva tehát, 8 cm pengehossz feletti kés/bicska csak otthon tartható szabályosan, mivel otthonunk elkerített része magánterület. Amennyiben mégis nálunk van (az mindegy, hogy a zsebünkben, vagy az autó belsejében, táskában van-e) közterületen, az szabálysértés, mégpedig a közrendet veszélyeztető szabálysértések közé tartozik.
Itt meg kell említeni a kivételeket a fenti rendelkezés alól, ami esetenként nagyon fontos lehet.
A 175/2003. (X.28.) Korm. rendelet 3. § (2) bekezdés bb) pontja úgy rendelkezik, hogy nem vonatkozik azon tárgyra
a)a
Magyar Honvédségre, a rendvédelmi szervekre, a Nemzeti Adó- és
Vámhivatalra, az Országgyűlési Őrségre, a nemzetbiztonsági
szolgálatokra, a Magyarország területén állomásozó fegyveres
szervekre, továbbá azokra a szervekre és személyekre, melyeknek a
közbiztonságra különösen veszélyes eszköz birtoklását,
használatát jogszabály megengedi;
b) azokra
a rendeltetésszerűen munkavégzés, sport, hagyományőrző
tevékenység, a vadászati törvény hatálya alá tartozó vadász
által végzett vadászati tevékenység során vagy a szokásos
életvitel körében használt eszközökre,
ba) amelyeknek
közterületen, nyilvános helyen, valamint közforgalmi közlekedési
eszközön való birtoklása indokolt és
bb) amelyek
esetében - a tényleges munkavégzés vagy tevékenység során
történő használaton, a szükséges szállításon kívül - az
eszköz birtoklása vagy szállítása rejtve, a szokásos módon
becsomagolva, szétszedve vagy zárt tárolóeszközben történik;
c) azokra
a rendeltetésszerűen munkavégzés, sport, hagyományőrző
tevékenység, a vadászati törvény hatálya alá tartozó vadász
által végzett vadászati tevékenység során vagy a szokásos
életvitel körében használt eszközökre, amelyek közterületen
lévő jármű belső tereiben más illetéktelen személy számára
nem hozzáférhető módon rejtve, a szokásos módon becsomagolva,
szétszedve vagy zárt tárolóeszközben vannak elhelyezve;
Példán
keresztül szemléltetve:
Ha igazoljuk például azt, hogy a csomagtartóban lévő becsomagolt bozótvágó kés munkavégzés céljából van nálunk nem történik szabálysértés.
Ha igazoljuk például azt, hogy a csomagtartóban lévő becsomagolt bozótvágó kés munkavégzés céljából van nálunk nem történik szabálysértés.
Fontos! Ha
az intézkedő rendőr ezt figyelmen kívül is hagyja, feljelentést
tesz, és a helyszínen elkobozza a holmit, a lefoglaló
határozat átvételtől számított 3 naptári (hétvége, ünnepnap
beleszámít) napon belül panasszal lehet élni ez ellen, melyet a
Rendőrségnek kell megküldeni, de az Ügyészségnek kell
megcímezni. A panasznak tartalmaznia kell a fenti hivatkozást arra
nézve, hogy tényleges munkavégzés, vagy tevékenység kapcsán
tartottuk magunknál az eszközt, elkülönített helyen.
Ha azonban nem sikerül ilyen módon indokolni miért van nálunk illegális eszköz (egy bicskánál pl. nagyon nehéz bebizonyítani, hogy munkavégzés a célzat), akkor számíthatunk rá, hogy ötezertől százötvenezer forintig terjedő pénzbírsággal sújthatnak és hattól száznyolcvan óráig terjedő időtartamú közérdekű munkával is megbüntethetnek (e két büntetés együttesen is alkalmazható) emellett minden esetben elkobozzák az eszközt, melynek tulajdonjoga az államra szál.
Leszögezem, hogy nem akarok bátorítani senkit arra, hogy nyugodtan hordjon magánál 8 cm pengehossz feletti kést, de lássuk be egy kulturált embernél nem kerül csak úgy elő a bicska. Ilyenkor sokat nyom a latba a kés kinézete is. Egy taktikai kialakítású fekete bevonatos, fogazott penge még ha "legális" méretű is rosszabb benyomást kelt, mint egy kicsivel a "legális" méret fölötti hagyományos kialakítású bicska. Fontos szempont ez, mivel a rendőr fogja eldönteni "mit csinál velünk". Fontos ilyenkor az előadásmód is, mivel intelligens stílusban előfordulhat, hogy meg lehet beszélni a járőrrel a helyzetet. Így könnyen elkerülhető, hogy a közeg szemöldökét ráncolva méregesse a pengét, szemében égő vággyal, hogy eljárás alá vonjon minket, mert nincs jobb dolga, és egyébként is szeretne megszívatni azért, mert bunkón viselkedtünk vele.
 Ettől
függetlenül nyugodtan megeshet bárkivel szinte találomra, hogy
előkerül a bicska, mivel a ruházat,
csomag és jármű átvizsgálása megtörténhet bármikor és
bárhol, ha feltételezhető, hogy
tárgyi bizonyítási eszközt tart magánál az illető. Ez a
korábbi szabályozáshoz képest engedékenyebb a jogalkalmazóval
szemben. Korábban akkor lehetett az intézkedést alkalmazni, ha
alaposan
feltehető volt
a jogsértés, jelenleg nem kell alapos gyanú. Elég ha feltehető,
ami lényegében bármilyen helyzet lehet, az intézkedő rendőr
egyéni mérlegelésére van bízva ennek
megítélése.
Ettől
függetlenül nyugodtan megeshet bárkivel szinte találomra, hogy
előkerül a bicska, mivel a ruházat,
csomag és jármű átvizsgálása megtörténhet bármikor és
bárhol, ha feltételezhető, hogy
tárgyi bizonyítási eszközt tart magánál az illető. Ez a
korábbi szabályozáshoz képest engedékenyebb a jogalkalmazóval
szemben. Korábban akkor lehetett az intézkedést alkalmazni, ha
alaposan
feltehető volt
a jogsértés, jelenleg nem kell alapos gyanú. Elég ha feltehető,
ami lényegében bármilyen helyzet lehet, az intézkedő rendőr
egyéni mérlegelésére van bízva ennek
megítélése.
Magyarországon a hatóság bárkivel szemben indoklás nélkül alkalmazhatja akár kollektíven is az átvizsgálást, ha felülről ez az utasítás jön. Ilyen eset például a fokozott közúti ellenőrzés, melyet a rendőrség által kijelölt területen (elvben akár az egész országra is elrendelhető) és időben a rendőrök bárkit megállíthatnak és átvizsgálhatnak minden különösebb indok nélkül.
Illegális méretű zsebkésünk általánosságban tehát nincs biztonságban a zsebben vagy a jármű kesztyűtartójában elrakva, azonban elég valószínűtlen, hogy kiderül a jogsértés. Sajnos, ha mégis fény derül rá, a fenti eseteket kivéve nagy az esélye, hogy az eszközünk és a pénztárcánk fogja bánni a dolgot.
Remélem sikerült nagyjából összeszednem a lényeget a témával kapcsolatosan, és érthető formában tálalni.
Ha azonban nem sikerül ilyen módon indokolni miért van nálunk illegális eszköz (egy bicskánál pl. nagyon nehéz bebizonyítani, hogy munkavégzés a célzat), akkor számíthatunk rá, hogy ötezertől százötvenezer forintig terjedő pénzbírsággal sújthatnak és hattól száznyolcvan óráig terjedő időtartamú közérdekű munkával is megbüntethetnek (e két büntetés együttesen is alkalmazható) emellett minden esetben elkobozzák az eszközt, melynek tulajdonjoga az államra szál.
Leszögezem, hogy nem akarok bátorítani senkit arra, hogy nyugodtan hordjon magánál 8 cm pengehossz feletti kést, de lássuk be egy kulturált embernél nem kerül csak úgy elő a bicska. Ilyenkor sokat nyom a latba a kés kinézete is. Egy taktikai kialakítású fekete bevonatos, fogazott penge még ha "legális" méretű is rosszabb benyomást kelt, mint egy kicsivel a "legális" méret fölötti hagyományos kialakítású bicska. Fontos szempont ez, mivel a rendőr fogja eldönteni "mit csinál velünk". Fontos ilyenkor az előadásmód is, mivel intelligens stílusban előfordulhat, hogy meg lehet beszélni a járőrrel a helyzetet. Így könnyen elkerülhető, hogy a közeg szemöldökét ráncolva méregesse a pengét, szemében égő vággyal, hogy eljárás alá vonjon minket, mert nincs jobb dolga, és egyébként is szeretne megszívatni azért, mert bunkón viselkedtünk vele.
Ettől
függetlenül nyugodtan megeshet bárkivel szinte találomra, hogy
előkerül a bicska, mivel a ruházat,
csomag és jármű átvizsgálása megtörténhet bármikor és
bárhol, ha feltételezhető, hogy
tárgyi bizonyítási eszközt tart magánál az illető. Ez a
korábbi szabályozáshoz képest engedékenyebb a jogalkalmazóval
szemben. Korábban akkor lehetett az intézkedést alkalmazni, ha
alaposan
feltehető volt
a jogsértés, jelenleg nem kell alapos gyanú. Elég ha feltehető,
ami lényegében bármilyen helyzet lehet, az intézkedő rendőr
egyéni mérlegelésére van bízva ennek
megítélése. Magyarországon a hatóság bárkivel szemben indoklás nélkül alkalmazhatja akár kollektíven is az átvizsgálást, ha felülről ez az utasítás jön. Ilyen eset például a fokozott közúti ellenőrzés, melyet a rendőrség által kijelölt területen (elvben akár az egész országra is elrendelhető) és időben a rendőrök bárkit megállíthatnak és átvizsgálhatnak minden különösebb indok nélkül.
Illegális méretű zsebkésünk általánosságban tehát nincs biztonságban a zsebben vagy a jármű kesztyűtartójában elrakva, azonban elég valószínűtlen, hogy kiderül a jogsértés. Sajnos, ha mégis fény derül rá, a fenti eseteket kivéve nagy az esélye, hogy az eszközünk és a pénztárcánk fogja bánni a dolgot.
Remélem sikerült nagyjából összeszednem a lényeget a témával kapcsolatosan, és érthető formában tálalni.
Nincsenek megjegyzések:
Megjegyzés küldése